
Not- eller sporfræsning
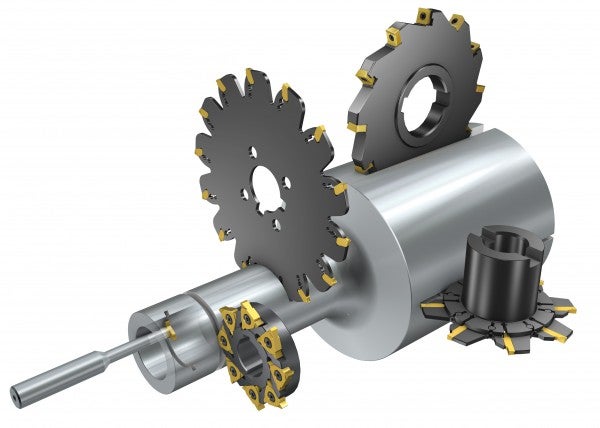
Not- eller sporfræsning er en operation, hvor skivefræsning ofte foretrækkes i stedet for pindfræsning.
- Spor eller noter kan være korte eller lange, lukkede eller åbne, lige eller ikke lige, dybe eller lave, brede eller smalle
- Valget af værktøj afgøres normalt af notens bredde og dybde og til en vis grad også længden
- Den maskintype, der er til rådighed, og operationens hyppighed afgør, om der skal bruges en pindfræser, en valsefræser eller en skivefræser
- Skivefræsere er den mest effektive metode til fræsning af store antal af lange, dybe noter, især når der anvendes horisontale fræsemaskiner. Men væksten i antallet af vertikale fræsemaskiner og bearbejdningscentre betyder, at pindfræsere og valsefræsere også ofte anvendes til forskellige typer notfræsning
Sammenligning af fræserkoncepterne
Skivefræsning
+ Åbne spor
+ Dybe spor
+ Justerbar bredde/tolerancer
+ Fræsning med flere fræsere samtidig
+ Afkortning
+ Stort produktområde til forskellige bredder/dybder
– Lukkede spor
– Kun linear sporstikning
– Spånafgang

Pindfræsning
+ Lukkede spor
+ Lave spor
+ Ikke-lineære spor
+ Alsidighed (yderligere metoder):
- Trokoide-sporfræsning til vanskelige materialer (hårdt stål, HRSA osv.)
- Dykfræsning som problemløsning til lange værktøjsudhæng
- Andre semi-slet-/sletfræsningsoperationer kan let tilføjes
- En pindfræser kan bruges til andre operationer end sporfræsning
– Dybe spor
– Store kræfter
– Vibrationsfølsom ved nedbøjning
Skivefræsning

Skivefræsere kan håndtere lange, dybe, åbne spor mere effektivt og giver den bedste stabilitet og produktivitet ved denne form for fræsning. De kan også bruges til fræsning med flere fræsere samtidig til at bearbejde mere end en flade i samme plan samtidig.
Sådan gør du
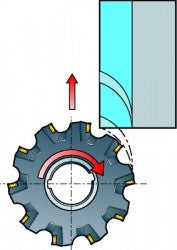
- Vælg fræserstørrelse, tanddeling og position, således at mindst en skærkant altid er i indgreb
- Kontrollér spåntykkelsen for at opnå den optimale tilspænding pr. tand
- Kontrollér kravene til effekt og moment ved krævende fræsning. Stive fræsedorne og kort udhæng er meget vigtige i applikationer, hvor disse kun er opspændt i den ene ende
- Fikstur og dornstøtte skal være stærke for at klare skærekræfterne ved modfræsning
Medfræsning:
- Førstevalgsmetode
- Brug et fast stop i de tangentiale skærekræfters retning for at forhindre dem i at skubbe emnet langs bordet. Skærekrafterne går i samme retning som tilspændingen, hvilket betyder, at stivhed og eliminering af spindelslør også er vigtig, da fræseren kan have tendens til at "trække i emnet"
Modfræsning:
- Alternativ ved applikationer, hvor der opstår problemer på grund af utilstrækkelig stivhed, eller når der arbejdes i eksotiske materialer
- Løser problemer, der opstår på grund af svage opspændinger og spånklemning i dybe spor
Svinghjul:
- Godt supplement til svage opspændinger og når der kun er lille effekt og moment til rådighed
- Anbring svinghjulet så tæt på værktøjet som muligt
- Det er altid en god investering at styrke monteringen af emnet
Fræsning af åbne spor ved hjælp af skivefræsere
Beregning af tilspænding pr. tand
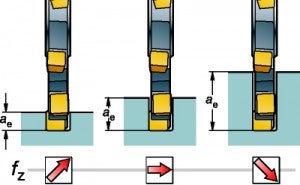
En vigtig faktor ved skivefræsning, er at opnå en passende tilspænding pr. tand, fz. Utilstrækkelige værdier giver alvorlige ulemper, så disse værdier skal altid beregnes omhyggeligt.
Tilspænding pr. tand, fz, skal reduceres ved dybe spor og øges ved spor med lille spåndybde for at bevare den anbefalede maksimale spåntykkelse. Eksempelvis når fuldsporsfræsning med geometrien M30, startværdi for maksimum spåntykkelse skal være 0,12 mm (0,005 tommer).
Bemærk: Da to skær samarbejder om at skære den fulde sporbredde, beregnes tilspændingen med det halve antal skær zn.
| ae / Dcap (%) | fz (mm/tand) | hex (mm) |
| 25 | 0,14 (0,006 tommer) | 0,12 (0,005 tommer) |
| 10 | 0,20 (0,008 tommer) | 0,12 (0,005 tommer) |
| 5 | 0,28 (0,011 tommer) | 0,12 (0,005 tommer) |
Spåndybde
Til dybere spor kan der bestilles en specialfræser. Hvis der skal bearbejdes dybere spor, skal tilspændingen pr. tand reduceres. Hvis sporet er lavere, skal tilspændingen øges.
Bemærk: Spordybden kan blive begrænset af diameteren på dornen, styrken af medbringernot/kile og spånlommernes kapacitet.
Svinghjul – på horisontale maskiner
Ved skivefræsning er kun nogle få tænder i indgreb ad gangen. Det kan skabe kraftige torsionsvibrationer på grund af den afbrudte bearbejdning. Det ødelægger bearbejdningsresultatet og produktiviteten.
- Det er ofte en god løsning at bruge et svinghjul til at reducere disse vibrationer. Problemer, der skyldes utilstrækkelig effekt, moment og stabilitet i maskinen løses ofte med korrekt brug af svinghjul
- Behovet for et svinghjul er større i en lille maskine med lav effekt eller i en maskine med stort slid end i en større, mere stabil og stærk maskine
- Anbring svinghjulet så tæt på værktøjet som muligt.
- Anvendelse af et svinghjul giver en smidigere bearbejdning, hvilket medfører reduktion af støj og vibrationer samt længere værktøjslevetid
- Som supplement til modfræsning kan der monteres et svinghjul på den dorn, hvor fræseren er spændt op
- Anvend det største svinghjul, som applikationen tillader, for at forbedre stabiliteten yderligere ved skivefræsning
- En kombination af flere runde skiver af kulstofstål, hver med et centerhul og kilespor til dornen, er stadig den bedste metode at konstruere et svinghjul på
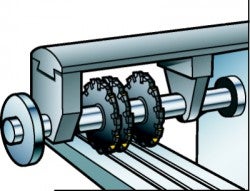
Fræsning med flere fræsere samtidig, der er monteret forskudt af hinanden
Fræsere med dornhul med 2 notgange kan placeres forskudt af hinanden ved fræsning af mere end et spor samtidig. Det hjælper med at undgå vibrationer, hvis fræserne forskydes i forhold til hinanden. Dette reducerer også behovet for svinghjul.

Fræsning af smalle og lave spor
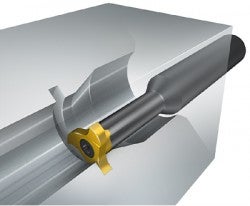

Alsidige fræsere har skær med flere kanter, der fås i former, som passer til de fleste typer af små spor. Almindelige applikationer er bl.a. bearbejdning af indvendige spor til låseringe og tætningsringe samt af små lige eller cirkulære udvendige spor, især på emner, der ikke kan roteres.
Indvendig sporstikning
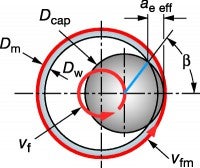
- Der bør programmeres en blød indføring, når der bruges cirkulær fræsning.
- Overvej forholdet mellem fræserdiameteren og huldiameteren, Dc/Dw. Jo mindre forholdet er, desto større bliver indgrebet.
Pindfræsning af spor

Pindfræsning vælges til korte, lave spor, især lukkede spor og lommer, samt til fræsning af noter. Pindfræsere er de eneste værktøjer, der kan fræse lukkede spor, som er:
- Lige, kurvede eller vinklede
- Applikationstilpassede lommer, der er bredere end værktøjsdiameteren
Kraftigere sporstikningsoperationer udføres ofte med valsefræsere.
Valg af værktøjer
Pindfræsning og valsefræsere
 |  |  |  | |
| Solide hårdmetal-pindfræsere | Hjørnefræsere | Valsefræsere | Pindfræsere med udskifteligt hoved | |
| Maskin-/spindelstørrelse | ISO 30, 40, 50 | ISO 40, 50 | ISO 40, 50 | ISO 30,40, 50 |
| Stabilitetskrav | Højt | Medium | Højt | Lavt |
| Skrubbearbejdning | Meget god | God | Meget god | Acceptabel |
| Sletbearbejdning | Meget god | God | Acceptabel | Meget god |
| Spåndybde ap | Stor | Medium | Stor | Lille |
| Alsidighed | Meget god | God | Acceptabel | Meget god |
| Produktivitet | Meget god | God | Meget god | God |
Sådan gør du
- Brug letskærende pindfræsere med lang, forudsigelig værktøjslevetid, monteret i højtydende spændeenheder
- Minimer afstanden mellem værktøjsspændeenhederne og skærkanten for at opnå det kortest mulige udhæng
- Overvej tilspændingen pr. skærkant for at producere en tilfredsstillende spåntykkelse. Brug fåtandede fræsere til at undgå tynde spåner, som kan give vibrationer, dårlige overflader og grater
- Brug den størst mulige værktøjsstørrelse til at opnå det bedste diameter/længde-forhold, der giver stabilitet
- Brug medfræsning så ofte som muligt for at opnå det bedste skæreforløb
- Sørg for at fjerne spånerne fra sporet. Brug trykluft til at undgå ophobning af spåner
- Brug Coromant Capto®-kobling, så du opnår den bedste stabilitet og støtte hen mod spindlen
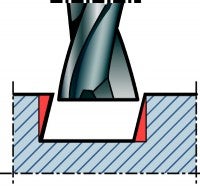
Sporstikning ved hjælp af pindfræsere

Bearbejdning af et spor, der ofte kaldes fuldsporsfræsning, omfatter tre bearbejdede flader:
- Spor, der er lukkede i begge ender, er lommer, der kræver pindfræsere, som kan arbejde i aksial retning
- Fuldsporsfræsning med en pindfræser er en krævende operation. Den aksiale spåndybde skal generelt reduceres til ca. 70 % af skærkantens længde. Maskinens stivhed og spånafgangen bør også tages med i betragtning ved bestemmelse af den bedste metode til operationen
- Pindfræsere er følsomme over for skærekræfternes påvirkning. Nedbøjning og vibrationer kan være begrænsende faktorer, især ved høje bearbejdningshastigheder og lange udhæng
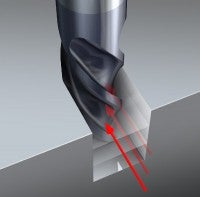
Notfræsning
Denne operation kræver specifik vejledning ud over de generelle anbefalinger for fræsning af lige flader og sporstikning. Et spor, som er fræset i ét overløb, vil ikke have en perfekt, firkantet form på grund af skærekræfternes retning og værktøjets tendens til afbøjning. Den bedste nøjagtighed og produktivitet opnås, hvis der anvendes en pindfræser i understørrelse til operationen, og den opdeles i to trin:
- Notfræsning – skrubfræsning af fuldspor
- Kantfræsning – sletfræsning omkring hele sporet med modfræsning for at få ægte 90° sider
Den radiale spåndybde skal holdes lav ved sletfræsning for at undgå afbøjning af fræseren, som er en af hovedårsagerne til dårlig overfladekvalitet og/eller afvigelse fra et ægte 90°-hjørne.
Notfræsning i to trin
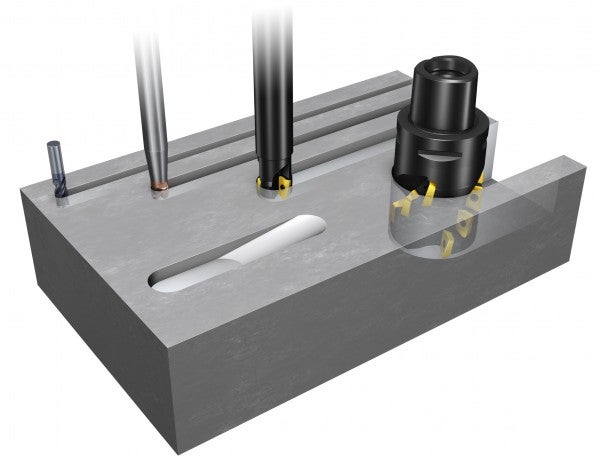
Metoder til åbning af et lukket spor eller en lukket lomme i solide blanks
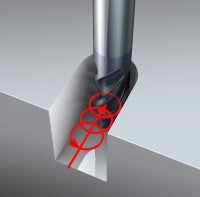
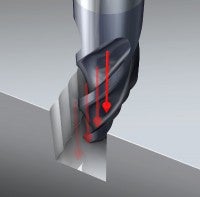
Ved forberedelse af fræsning af lange og smalle spor i fuld bredde er lineær ramping efter boring den mest almindelige metode til åbning af en lomme.
Til spor med lille spåndybde kan stepfræsning også være en mulighed. Cirkulær ramping anvendes til fræsning af bredere spor og lommer.
Sammenligning af tre forskellige metoder
Almindelig sporfræsning
+ Konventionelle 3-aksede maskiner kan anvendes
+ Høj spånvolumen under stabile forhold
+ Enkel programmering
+ Stort udvalg af værktøjer
– Genererer høje radiale skærekræfter
– Vibrationsfølsom
– Dybe spor kræver flere overløb
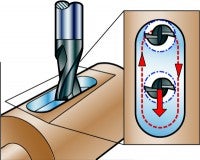
Trokoidefræsning
+ Genererer lave radiale skærekræfter – mindre vibrationsfølsomhed
+ Minimal nedbøjning ved fræsning af dybe spor
+ En produktiv metode til:
- Bearbejdning af hårdt stål og HRSA (ISO H og S)
- Vibrationsfølsomme applikationer
+ Fræserdiameteren skal være maksimum 70 % af sporvidden
+ God spånafgang
+ Lav generering af varme
– Mere programmering påkrævet
Dykfræsning
+ En problemløser til vibrationsfølsomme applikationer:
- Med lange værktøjsudhæng
- I dybe spor
- Med svage maskiner eller opspændinger
– Lav produktivitet under stabile forhold
– Kræver detaljefræsning/sletfræsning
– Pindfræsning kan forhindre spånafgang
– Begrænset udvalg af værktøjer
Skrubsporfræsning med valsefræser
- Fræsere med stort spånvolumen anvendes generelt til skrubfræsning
- Kortere versioner kan producere spor op til en dybde, der svarer til diameteren i stabile og kraftige fræsemaskiner
- Brug stabile ISO 50-spindler, fordi disse fræsere bedre kan klare store radiale kræfter
- Kontrollér kravene til effekt og moment, da disse ofte begrænser muligheden for et optimalt resultat
- Overvej den optimale tanddeling for hver enkelt operationstype

Længere design er primært
beregnet til kantfræsning.
| Tanddeling | L  | M  | H  |
| Applikationsområde | Lang opspænding | Universel | Kort opspænding |
| Hjørnefræsning | Dyb ap/ae | Medium ap/ae | Moderat ap/ae |
| Sporfræsning | Moderat ap/ae | Begrænset | __ |
| vc ft/min. |
Fasfræsning
Faser, V-indgreb, frigange, forberedelse til svejsning og afgratning langs emnets... chevron_right
Slicing-metoder
Metoder til slicing og trokoidefræsning blev oprindeligt udviklet til skrubfræsning... chevron_right
Udvendig sporstikning
Målsætningen ved sporstikning er høj produktivitet. Udvendig sporstikning er generelt... chevron_right
Indvendig sporstikning
Lange udhæng og dårlig spånafgang er to udfordringer ved indvendig sporstikning.... chevron_right
