Tip til løsning af problemer med vibrationsproblemer, spånklemning, genbearbejdning af spåner, utilfredsstillende overfladekvalitet, gratdannelse, maskineffekt og værktøjsslid i fræsning kan ses i nedenstående skema.
Årsag
Løsning
Vibrationer
Svag fastspænding
Vurder skærekræfternes retning, og sørg for tilstrækkelig støtte, eller sørg for, at emnefastspændingen forbedres
Reducer skærekræfterne ved at reducere spåndybden, ap
Vælg en fåtandet fræser med differentieret tanddeling og en mere positiv spåntagning
Vælg en geometri med en lille hjørneradius og lille planfas
Vælg et finkornet skær uden belægning eller en tyndere belægning
Undgå bearbejdning der, hvor emnet har dårlig støtte mod skærekræfterne
Aksialt svagt emne
Overvej en retvinklet hjørnefræser (90 graders indgrebsvinkel) med positiv geometri
Vælg et skær med L-geometri
Reducer den aksiale skærekraft – mindre spåndybde, mindre hjørneradius og planfas
Vælg en fåtandet fræser med differentieret tanddeling
Kontrollér værktøjssliddet
Kontrollér værktøjsholderens kast
Sørg for at forbedre fastspændingen af værktøjet
For langt værktøjsudhæng
Minimer udhænget
Brug fåtandede fræsere med differentieret tanddeling
Afbalancer de radiale og aksiale skærekræfter – 45 graders indgrebsvinkel, fræser med stor hjørneradius eller runde skær
Øg tilspændingen pr. tand
Vælg en letskærende skærgeometri
Reducer den aksiale spåndybde, af
Brug modfræsning ved sletfræsning
Brug fræsere i overstørrelse og Coromant Capto®-koblingsadaptere
Ved brug af solide hårdmetalpindfræsere og fræsere med udskifteligt hoved, prøv at bruge et værktøj med færre tænder og/eller en større spiralvinkel
Fræsning af retvinklet hjørne med svag spindel
Vælg den mindst mulige fræserdiameter
Vælg en positiv og letskærende fræser og skær
Prøv modfræsning
Kontrollér spindlens afbøjning for at se, om den er acceptabel for maskinen
Uregelmæssig bordtilspænding
Prøv modfræsning
Spænd maskinens tilspændingsmekanisme: Juster tilspændingsskruen på CNC-maskinen
Juster låseskruen, eller udskift kugleskruen på almindelige maskiner
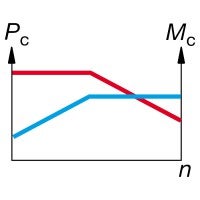
Skæredata
Nedsæt skærehastigheden, vc
Øg tilspændingen, fz
Skift spåndybde, ap
Dårlig stabilitet
Reducer udhænget
Forbedre stabiliteten
Vibration i hjørner
Programmér store hjørneradier med reduceret tilspænding
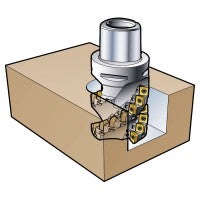
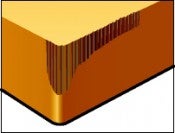
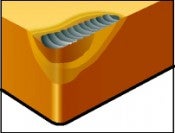
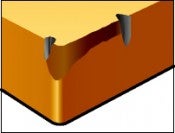
Spånklemning Almindeligt problem ved fuldsporsfræsning – Især i langspånede materialer
Beskadigelse af skærhjørner
Skærkantudflisning og -brud
Genbearbejdning af spåner
Spånafgangen forbedres ved at bruge rigelig og præcist styret skærevæske eller trykluft
Reducer tilspændingen, fz
Opdel store spåndybder i flere overløb
Prøv modfræsning ved fræsning i dybe spor
Brug fåtandede fræsere
Brug solide hårdmetalpindfræsere eller fræsere med udskifteligt hoved med to eller maks. tre skærkanter og/eller en større spiralvinkel
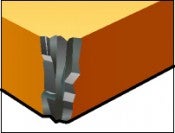
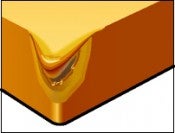
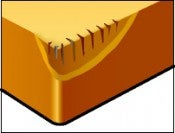
Genbearbejdning af spåner Viser sig ved fuldsporsfræsning og lommefræsning – især i titan. Også almindelig ved fræsning af dybe kaviteter og lommer på vertikale bearbejdningscentre.
Brud i skærkanten
Skadeligt for værktøjslevetid og sikkerhed
Spånhamring
Fjern spånerne effektivt med trykluft eller rigelig skærevæske – fortrinsvis med indvendig køling
Skift fræserens position og strategi for værktøjsbanen
Reducer tilspændingen, fz
Opdel store spåndybder i flere overløb
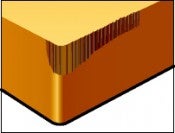
Utilfredsstillende overfladekvalitet
For stor tilspænding pr. omdrejning
Indstil fræseren aksialt, eller klassificer skærene. Kontrollér højden med indikator
Kontrollér spindlens kast og fræserens monteringsflader
Reducer tilspændingen pr. omdrejning til maks. 70 % af planfasens bredde
Brug så vidt muligt wiperskær (til sletbearbejdning)
For at opnå optimerede skæredata samt bedst mulig emnekvalitet og værktøjslevetid skal du altid huske at kontrollere skæret/skærkanten efter bearbejdning. Brug denne liste over årsager til og løsninger på forskellige former for skærslid som reference til vellykket fræsning.
Årsag
Løsning
Fasslid Hurtig slid, der giver dårlig overfladekvalitet eller bevirker, at målene ligger uden for tolerance.
Skærehastigheden for høj
Utilstrækkelig slidstyrke
Tilspændingen, fz, er for lav
Nedsæt skærehastigheden, vc
Vælg en mere slidstærk kvalitet
Øg tilspændingen, fz
Fasslid Kraftigt slid, der afkorter værktøjets levetid.
Vibrationer
Genbearbejdning af spåner
Gratdannelse på komponenten
Dårlig overfladekvalitet
Generering af varme
Kraftig støj
Øg tilspændingen, fz
Brug medfræsning
Fjern spånerne effektivt med trykluft
Kontrollér de anbefalede skæredata
Fasslid Uensartet slid, der beskadiger hjørnet.
Værktøjsrundløb
Vibrationer
Kort værktøjslevetid
Dårlig overfladekvalitet
Højt støjniveau
De radiale kræfter for store
Reducer kastet til under 0,02 mm (0,0008 tommer)
Kontrollér spændeenhed og spændetang
Minimer værktøjets fremspring
Brug færre tænder i indgreb
Vælg en større værktøjsdiameter
Vælg en større spiralgeometri (gp ≥ 45°) til solide hårdmetalpindfræsere og fræsere med udskifteligt hoved
Del den aksiale spåndybde, ap, i mere end ét overløb
Reducer tilspændingen, fz
Nedsæt skærehastigheden, vc
HSM kræver overløb med lille spåndybde
Fastspændingen af værktøj og emne skal forbedres
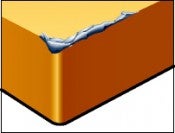
Grubeslid Meget kraftigt slid, der giver en svækket skærkant. Gennembrud af skærkant på bagkanten giver dårlig overfladekvalitet.
Diffusionsslid på grund af for høje skæretemperaturer på oversiden
Vælg en Al203-belagt kvalitet
Vælg en positiv skærgeometri
Reducer hastigheden for at få en lavere temperatur, og reducer derefter tilspændingen
Plastisk deformation Plastisk deformation af skærkanten, fordybning eller fasfordybning, der medfører for dårlig spånkontrol, dårlig overfladekvalitet og skærbrud.
Skæretemperatur og -tryk for højt
Vælg en mere slidstærk (hårdere) kvalitet
Nedsæt skærehastigheden, vc
Reducer tilspændingen, fz
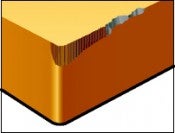
Udflisning Den del af skærkanten, der ikke er i indgreb, beskadiges af spånhamring. Både skærets overside og støtte kan blive beskadiget, hvilket medfører en dårlig overfladestruktur og for kraftigt fasslid.
Spånerne afbøjes mod skærkanten
Vælg en sejere kvalitet
Vælg et skær med en stærkere skærkant
Øg skærehastigheden, vc
Vælg en positiv geometri
Reducer tilspændingen ved starten af bearbejdningen
Forbedre stabiliteten
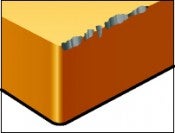
Udflisning Små brud i skærkanten (udflisning), der giver dårlig overfladekvalitet og meget kraftigt fasslid.
Kvalitet for skør
Skærgeometri for svag
Løsægsdannelse
Vælg en sejere kvalitet
Vælg et skær med en stærkere geometri
Øg skærehastigheden vc, eller vælg en positiv geometri
Reducer tilspændingen ved starten af bearbejdningen
Stråleslid Stråleslid, der giver dårlig overfladekvalitet og risiko for brud på skærkanten.
Materialer, der deformationshærder
Smede- og støbehud
Nedsæt skærehastigheden, vc
Vælg en sejere kvalitet
Brug en stærkere geometri
Brug en skærevinkel, der er tættere på 45 grader
Brug runde skær for at opnå de bedste resultat
Brug en variabel ap-teknik for at forlænge levetiden
Termiske sprækker Temperatur varitioner danner små revner vinkelret på skærkanten, hvilket fremkalder udflisning og dermed dårlig overfladekvalitet.
Afbrudt bearbejdning
Varierende tilførsel af skærevæske
Vælg en sejere kvalitet med bedre modstandsevne mod termiske chok
Skærevæske bør tilføres rigelig kølevæske eller slet ingen
Løsægsdannelse (BUE) Løsægsdannelse, der giver dårlig overfladekvalitet og udflisning af skærkanten, når løsægsdannelsen rives af.
Skærezonetemperaturen er for lav
Meget klæbrigt materiale, som f.eks. stål med lavt kulstofindhold, rustfrit stål og aluminium
Øg skærehastigheden, vc
Skift til en mere passende skærgeometri
Løsægsdannelse (BUE) Emnematerialet er svejset fast til skærkanten.