
Hvad er vellykket fræsning?

Ved vurderingen af et vellykket resultat inden for fræseapplikationer afhænger det i høj grad af flere nøglefaktorer såsom proces- og komponentegenskaber, skrubbearbejdning versus sletbearbejdning, produktivitetskrav versus komponentkvalitet (dvs. dimensionsnøjagtighed, geometrisk form og kontrolleret overfladefinish), proceskapacitet, som kundens prioriteter afhænger af. Et vellykket fræseresultat er dog et, der opfylder kvalitetskravene i en optimeret, forudsigelig, produktiv og sikker gentagen proces.
Fræsning er blevet udviklet til en metode, der bearbejder et meget bredt udvalg af operationer. Ud over alle de konventionelle applikationer er fræsning et stærkt alternativ til fremstilling af huller, gevind, hulrum og overflader, der tidligere blev drejet, boret eller banket.
Forskellige typer fræseoperationer
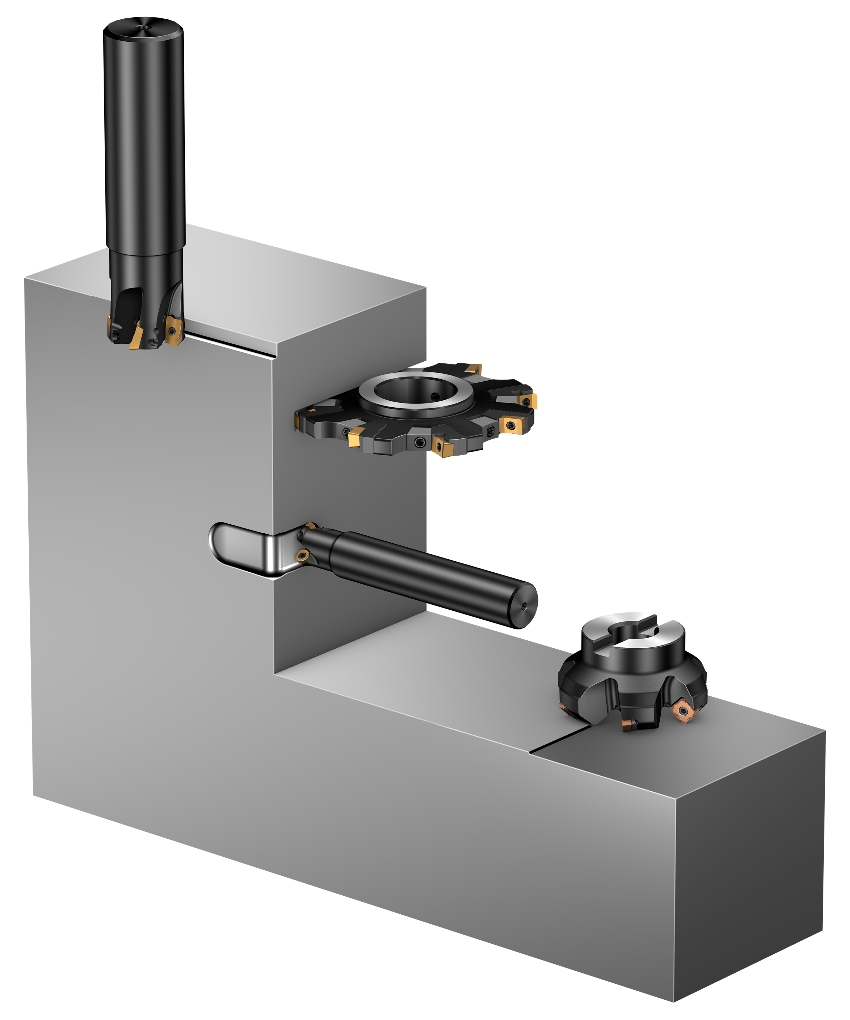
- Hjørnefræsning
- Planfræsning
- Profilfræsning
- Sporfræsning og afstikning
- Fasfræsning
- Drejefræsning
- Bearbejdning af tandhjul
- Huller og hulrum/ lommer
Indledende overvejelser i forbindelse med fræseoperationer
1. Den fræsede konfiguration

De funktioner, der skal fræses, skal overvejes nøje. Disse kan være placeret dybt, kræve udvidet værktøjsarbejde eller indeholde afbrydelser og indeslutninger. Forskellige krav vil styre vores værktøjsvalg, om værktøjskoncept, effektive tænder, brug af kølevæske, kvaliteter og geometrier.
2. Komponenten

Emneoverflader kan være krævende, med støbehud eller smedehud. I tilfælde af dårlig stivhed, der skyldes tynde sektioner eller svag fastspænding, skal der anvendes specialfremstillede værktøjer og strategier. Emnematerialet og dets bearbejdelighed skal også analyseres for at fastslå optimale skæredata.
3. Maskinen
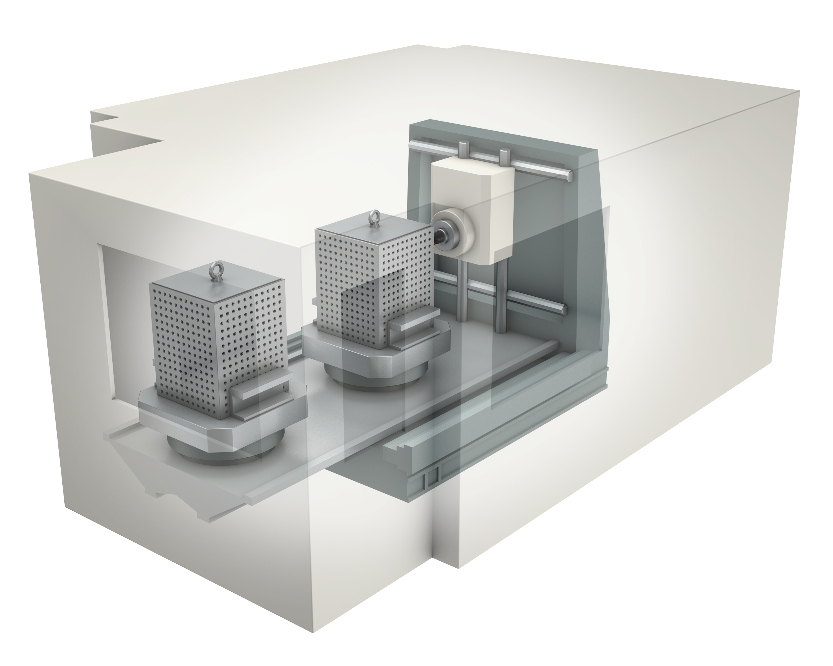
Valget af fræsemetode afgør, hvilken maskintype der er behov for. Plan-/hjørne- eller sporfræsning kan udføres i 3-aksede maskiner, mens fræsning af 3D-profiler kræver alternativt 4- eller 5-aksede maskiner.
Drejecentre i dag har ofte fræsekapacitet på grund af drevne værktøjer, og bearbejdningscentre har ofte drejekapacitet. Udviklingen inden for CAM betyder, at 5-aksede maskiner bliver mere og mere almindelige. De giver øget fleksibilitet, men stabilitet kan være en begrænsning.
Fasfræsning
Faser, V-indgreb, frigange, forberedelse til svejsning og afgratning langs emnets... chevron_right
Turbine blade
Bearbejdning af turbineskovle bevæger sig op på et nyt niveau En konkurrencedygtig... chevron_right
Turbineskovle
Bearbejdning af turbineskovle bevæger sig op på et nyt niveau En konkurrencedygtig... chevron_right
Af- og sporstikning
I af- og sporstikning er processikkerhed og produktivitet to vigtige aspekter. Med... chevron_right
