
Ramping: toakset lineær og cirkulær
Hvad er vellykket ramping?
Lineær ramping anvendes ofte på emner, som en effektiv måde til at komme i gang med bearbejdning af lukkede spor/lommer/kaviteter, og det fjerner behovet for et bor.
Lineær ramping defineres som samtidig tilspænding i aksial retning (Z) og i en radial retning (X eller Y), dvs. ramping i to akser.
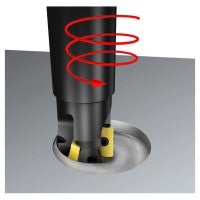
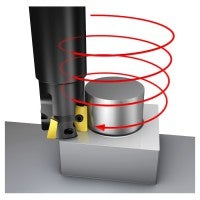
Cirkulær ramping (såkaldt spiralinterpolation, orbitalboring osv.) er en samtidig bevægelser i en cirkulær bane (X og Y) sammen med aksial tilspænding (Z) med defineret tanddeling og er også et alternativ til boring.
Cirkulær ramping foretrækkes altid frem for lineær ramping (fuldsporsfræsning), fordi spiralinterpolation giver langt færre problemer, da den radiale spåntagning reduceres. Det muliggør ren medfræsning og sikrer bedre spånafgang. Rotation mod uret giver medfræsning.
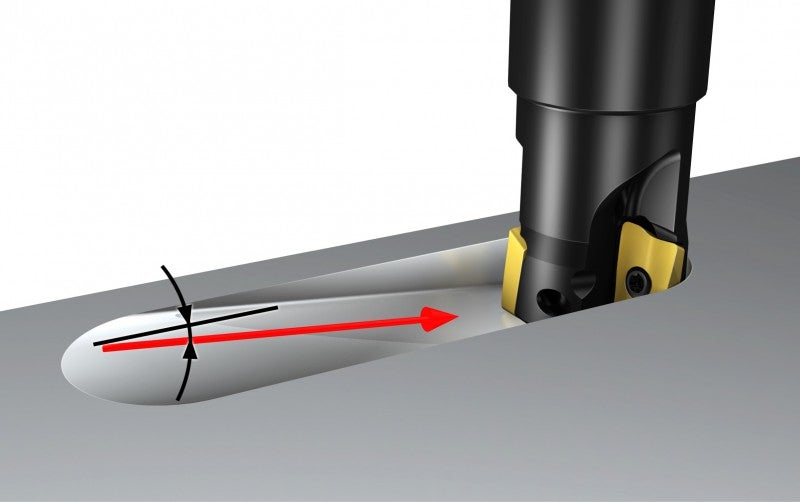
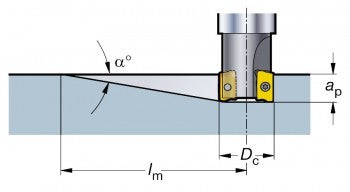
Toakset ramping – lineær
Ramping – sådan gør duEn krævende fræseproces
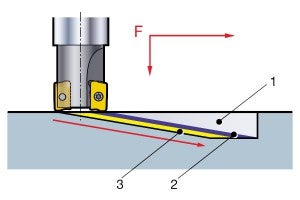
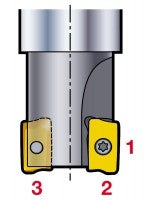
Der udføres tre fræseprocesser samtidig under lineær ramping:
1) Periferifræsning med det første skær.
2) Bundfræsning med det første skær.
3) Bundfræsning med det efterfølgende skær.
Skærekræfterne løber både aksialt og radialt.
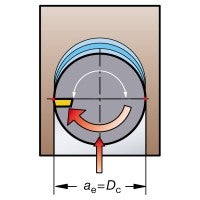
Værktøjet belastes også på grund af fuldsporsfræsning, hvilket betyder, at ae=Dc, og det skaber store radiale kræfter og lange spåner.
Anbefalinger for bearbejdning
- Reducer tilspændingen til 75 % af det normale
- Når sporfræsning udføres direkte efter ramping, er det vigtigt at fortsætte med en lavere tilspænding over en strækning, der svarer til fræserdiameteren, indtil det efterfølgende skær er holdt op med at fræse
- Brug skærevæske som hjælp til spånafgangen
- Reducer værktøjets radius for at reducere kontaktfladen
- Lineær ramping bør begrænses til smalle spor, der er mindre end 30 mm brede, hvis adgangen til cirkulær ramping er begrænset
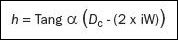
Progressiv ramping
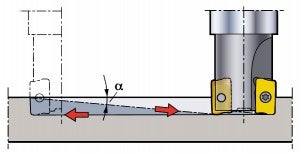
Ved ramping med flere overløb for at producere et dybt spor, kan produktiviteten let øges ved at udføre ramping i begge retninger (progressiv ramping) i stedet for ramping i kun en retning (ramping med et overløb).
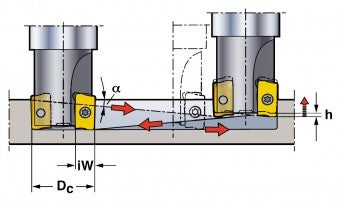
Bemærk: Ved tilspænding af fræseren med maksimal rampingvinkel skal den løftes over afstanden h, før der ændres retning. Det forhindrer, at den midterste del af fræserkroppen bliver beskadiget.
Ramping med ét overløb.
Korrektion af værktøjsbanen
Progressiv ramping med maksimal rampingvinkel.
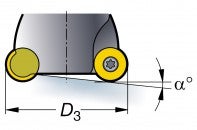
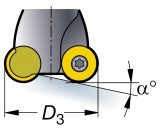
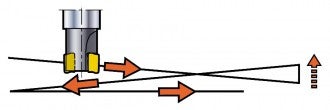
Skærets radius har betydning for den maksimale rampingvinkel
Eksempel:
Kurverne i diagrammet gælder for minimum og maksimum radier. Foretag interpolation for mellemradier.
Værktøjsdiameter, Dc mm

= skærstørrelse 22

= skærstørrelse 16
Toakset ramping – cirkulær
Overvejelser om processen
Der findes tre vigtige ting, som skal overvejes ved cirkulær ramping: Hvis dette ikke sker korrekt, opstår der problemer.
- Valg af fræserdiameter til hulstørrelsen
- Tanddeling pr. omdrejning
- Tilspænding
1. Valg af fræserdiameter til hulstørrelsen
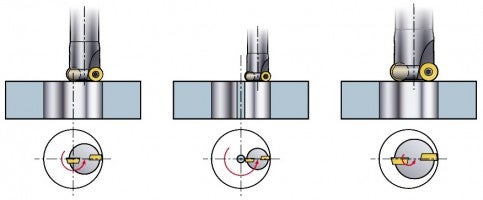
Valget af fræserstørrelse er meget vigtigt, når der ikke anvendes centerfræsere. Fræserdiameteren sikrer, at skæret skærer over hullets centerlinje.
Fræserdiameteren er for lille og vil efterlade en kerne i midten – ligesom ved kerneboring. Det er acceptabelt til store udskæringer ("mandehuller"), men kernen skal understøttes, når den falder af.
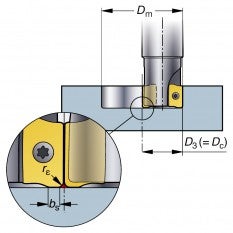
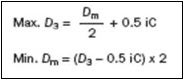
Hvis fræseren er for stor, indskriver skæret ikke hullets centerlinje, og der vil blive dannet en tap, som kolliderer med bunden af fræseren.Maksimal huldiameter
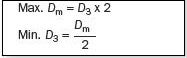
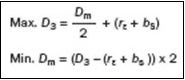
- Maks. huldiameter, Dm, som kan produceres i en kontinuerlig spiral, er 2 x D3
- Dette er fuldsporsfræsning og vil efterlade en tap i midten af et bundhul
- Tappen fjernes ved at tilspænde til centrum i et bundhul
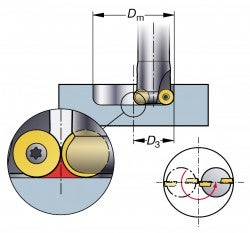
Maks. huldiameter Dm
Fræsning af diameter ved flad bund
- Størrelsen på skærets radius skal overvejes for at sikre, at der ikke efterlades en tap på bunden af et bundhul
- Fræseren er for stor, og tappen kan ikke fjernes ved at tilspænde ind til centrum
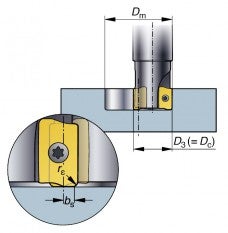
Min. huldiameter Dm
Min. huldiameter Dm
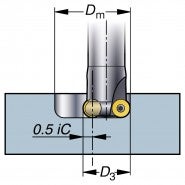
Minimumdiameter for gennemgående hul
- Den minimumdiameter, som forhindrer, at fræserkroppen kolliderer på grund af excentrisk fræsning
- b er det maksimalt tilladte stepover for dykfræsning og det samme for maksimalt overlap
- For runde skær beregnes b som b = 0,8 x iC
- Tappen kan ikke fjernes.
2. Tanddeling (P)
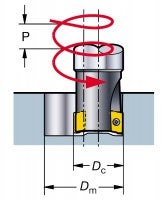
Tanddelingen kan aldrig være større end maks. ap for fræserkonceptet og afhænger af huldiameter, fræserdiameter og rampevinkel.
3. Tilspænding
Tilspændingsværdien afhænger altid af den hex-værdi, der svarer til den perifere tilspænding, vfm. Mange maskiner kræver dog tilspænding af værktøjscentrum, vf, og det skal beregnes på følgende måde:
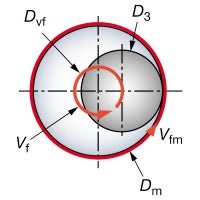
Dvf = programmeret fræserbane
Programmeret tilspænding:
vfm = ved brug af radiuskompensation
vf = ved brug af værktøjets centertilspænding
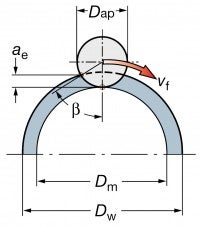
Cirkulær udvendig ramping
Udvendig cirkulær ramping (3 akser)

Udvendig cirkulær fræsning (2 akser)
Hvad er vellykket cirkulær udvendig ramping?
Sammenlignet med indvendig cirkulær fræsning/ramping:
- Værktøjets centertilspænding, vf, øges i stedet for at reduceres
- Den radiale dybde, ae, bliver meget mindre ved udvendig fræsning, og der kan derfor bruges en højere fræsehastighed
- hex beregnes på samme måde som ved kantfræsning
- Programmeringsteknikken er ellers meget lig indvendig fræsning af huller
Fræsning af huller og kaviteter/lommer
Lineær ramping i to akser Cirkulær ramping Udvidelse af et hul Cirkulær udvendig... chevron_right
Udvidelse af et hul
Udvidelse af et eksisterende hul kan udføres enten med cirkulær ramping eller cirkulær... chevron_right
Cirkulær ramping
Hvad er cirkulær ramping med bor med vendeskær? Et roterende værktøj laver et hul... chevron_right
Interpolationsdrejning
Interpolationsdrejning er udviklet til avancerede bearbejdningscentre og multitask-maskiner... chevron_right
