
Tørfræsning eller med skærevæske

Fræsning er i sagens natur en proces med afbrydelser. Derfor svinger temperaturen, der genereres ved skærkanten, konstant mellem forskellige niveauer af varme (~1.000 °C) og kulde.
Effekten af skærevæske
Temperaturvariationerne skærpes, når skærkanten går ind og ud af indgrebet. Skærkanten udsættes således for termiske chok og cykliske påvirkninger, der kan resultere i revner og i at værktøjets effektive levetid i værste fald nedsættes.
Jo varmere skærezonen er, jo mere uegnet bliver brugen af skærevæske.
Ved sletfræsning reducerer brugen af skærevæsken ikke værktøjets levetid så meget som ved skrubbearbejdning på grund af den reducerede varmeudvikling.

Termiske revner i skærkanten
Tørfræsning
Tørfræsning forlænger skærkantens levetid. Der forekommer temperaturvariationer, men disse holder sig inden for hårdmetalkvalitetens designramme. Skrubfræsning skal altid gennemføres uden skærevæske.

Fræsning med skærevæske
Der er nogle undtagelser for, hvornår skærevæske skal anvendes:
- Sletfræsning af rustfrit stål og aluminium – for at forhindre, at metalpartikler klæber til overfladestrukturen
- Fræsning af varmebestandige legeringer ved lave skærehastigheder – for at smøre og nedkøle komponenten
- Fræsning af støbejern – for at fugte og fjerne støv af miljømæssige og sundhedsmæssige årsager og for at sikre komponentens kvalitet
- Fræsning af komponenter med tynde vægge – for at forhindre geometriske forvridninger
- Mikro-smøresystemer, dvs. trykluft med en lille mængde specialolie, kan anvendes som hjælp til spånafgang i dybe kaviteter
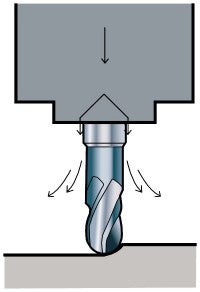
Trykluft

Olietåge
I mikro-smøresystemer er mængden af "olietåge" kun et par ml olie per time og kan ledes bort via det normale ventilationssystem med filter.
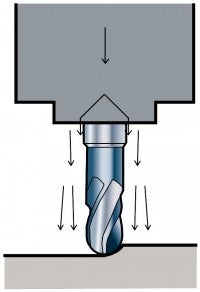
Rigeligt flow igennem
Udvendigt flow
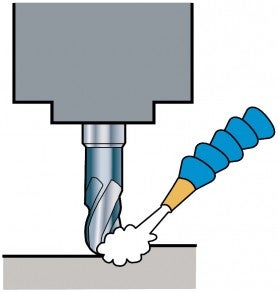
Hvis fræsning skal udføres med skærevæske, skal skærevæsken tilføres i rigelige mængder.
Fejlfinding
Ved at iagttage skæret/skærkanten nøje efter bearbejdning kan du optimere resultaterne... chevron_right
Fræserbane og spåndannelse
Korrekt fræserbane og spåndannelse er vigtige faktorer ved fræsning, der er med til... chevron_right
Medfræsning versus modfræsning
Hver gang en fræsers skærkant går i indgreb udsættes den for en chokbelastning. Den... chevron_right
Skær- og kølevæske
Brugen af køle-smøremiddel har en stor indvirkning på processikkerheden ved af- og... chevron_right
