
Drejefræsning
Hvad er vellykket drejefræsning?
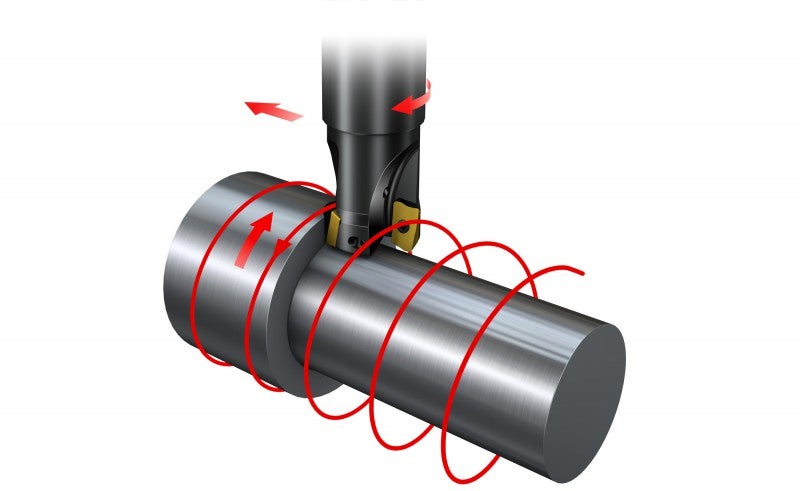
Drejefræsning defineres som fræsning af en buet flade, mens emnet roterer omkring sit midterpunkt.
Excentriske former, der adskiller sig væsentligt fra de former, der kan produceres med almindelig drejning eller fræsning, kan ofte drejefræses. Metoden muliggør et højt spånvolumen med perfekt spånkontrol.
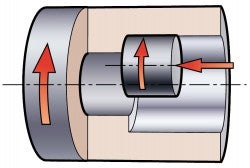
- En cylindrisk flade kan kun produceres, når fræseren tilspændes i radial retning under rotationen
- Ved at bevæge fræseren i to retninger samtidigt er det muligt at producere excentriske flader, f.eks. knaster på aksler
- Bevægelse i mere end 2 akser kræver et værktøj med ramping-funktioner
- Der kræves 5 akser til at bearbejde en konisk form
- Drejefræsning af komplekse profiler, f.eks. turbineblade, kræver samtidig bevægelse i 5 (eller 4) akser, 2 eller 3 for emnet og 1 eller 2 for værktøjet
- Det er muligt at producere komponenter, som f.eks. turbineblade, ved at tilspænde fræseren i mere end 2 akser ved samtidig at rotere komponenten
Valg af drejefræsning
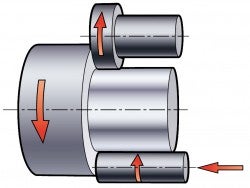
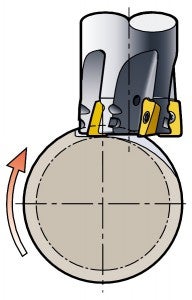
Plandrejefræsning – 4/5 akser
Hovedmetode til udvendig bearbejdning.
+ Korte værktøjsforlængere
+ Mindre værktøjsdiametre/lavt moment
+ Udvendig/slanke komponenter
+ Profilfræsning
− Ikke en naturlig cylindrisk overflade
− Indvendig
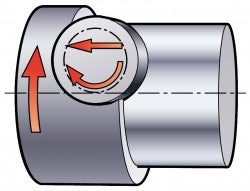
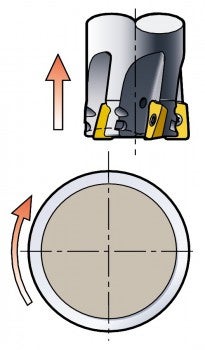
Periferidrejefræsning – 3/4 akser
Samme princip som for cirkulær interpolation (ind-/udvendig), men ved drejefræsning roterer både emne og fræser.
Anvendes især til indvendigt arbejde.
+ Indvendig bearbejdning
+ Cylindrisk overflade
+ Smalle spor
+ Gevindfræsning
+ Rundhed
− Profilfræsning
− Større diametre/højt moment
− Lange udhæng
Drejefræsning – sådan gør du
Fræserposition – rektangulære skær/wiper
Positionering af fræser
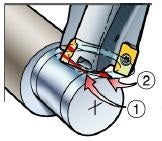
Spånbredde
1 = Første overløb
2 = Andet overløb
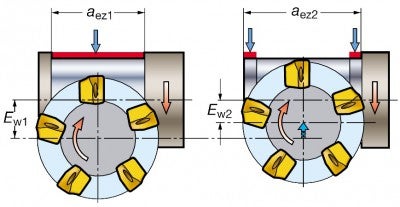
Ved plandrejefræsning anvendes et wiperskær til at danne den lige kontakt mellem fræseren og den bearbejdede flade for at skabe den cylindriske del af komponenten.
Da den fræsede flade er konveks, skal wiperfasen være flad i stedet for hvælvet. For at dække hele fræserens bredde skal værktøjet placeres med mindst to forskydninger, først Ew1 under første omdrejning af emnet, og derefter flyttes til Ew2 til næste overløb.
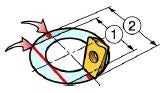
Fræserposition – runde skær/ikke wiper
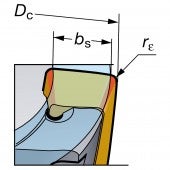
Til fremstilling af den fladest mulige overflade med drejefræsning er det optimalt at anvende en fræser med lille diameter og en spånbredde, ae, der er mindre end 40 % af den effektive fræserdiameter, DC.
Men ae skal øges for at opnå den bedste produktivitet. Dette kan gøres ved at øge:
- Fræserdiameter
- Radialt indgrebsforhold – ae/DC
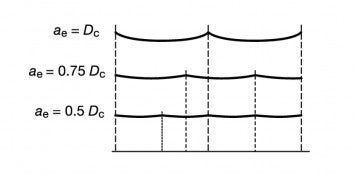
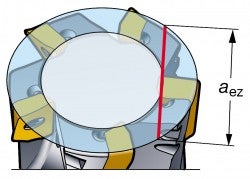
For at få en acceptabel højde på overgangene skal fræseren være forskudt for centrum. Forskydningsstørrelsen afhænger af ae, og den fremgår af diagrammet for den pågældende ae/DC.
Forskydning og spånbredde
Wiperbredde
Spånbredde
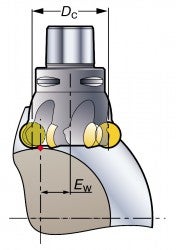
Ved fræsning af en flade, der er bredere end fræserdiameteren, er det nødvendigt at blive i startpositionen og derefter bevæge fræseren i aksial retning til den nødvendige længde, som dog ikke er mere end 80 % af aez1 pr. omdrejning. Hvis der ønskes et 90° hjørne, skal fræseren flyttes til den anden position, Ew2.
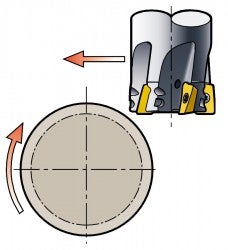
Tilspændingsprincip
Under drejefræsningen skal fræseværktøjet køres ind i emnet i radial retning. Emnets rotationshastighed skal stemme overens med den tilspænding pr. tand, der er anbefalet for skæret. Fræseren skal køres ud aksialt.
Almindelig drejning
Hvad er drejning Drejning frembringer cylindriske og afrundede former med et single-point-værktøj.... chevron_right
Udvendig drejning
Ved udvendig drejning bearbejdet emnets udvendige diameter. Udvendig drejning er... chevron_right
Dykfræsning
Hvad er vellykket dykfræsning? Ved dykfræsning udføres fræsningen med enden af værktøjet... chevron_right
Fræserbane og spåndannelse
Korrekt fræserbane og spåndannelse er vigtige faktorer ved fræsning, der er med til... chevron_right
