
Hjørnefræsning
Hjørnefræsning omfatter:
- Hjørne-/planfræsning
- Kantfræsning Periferifræsning
- Hjørnefræsning af tynde bøjende vægge
Hjørne-/planfræsning

Hvad er vellykket hjørne-/planfræsning?
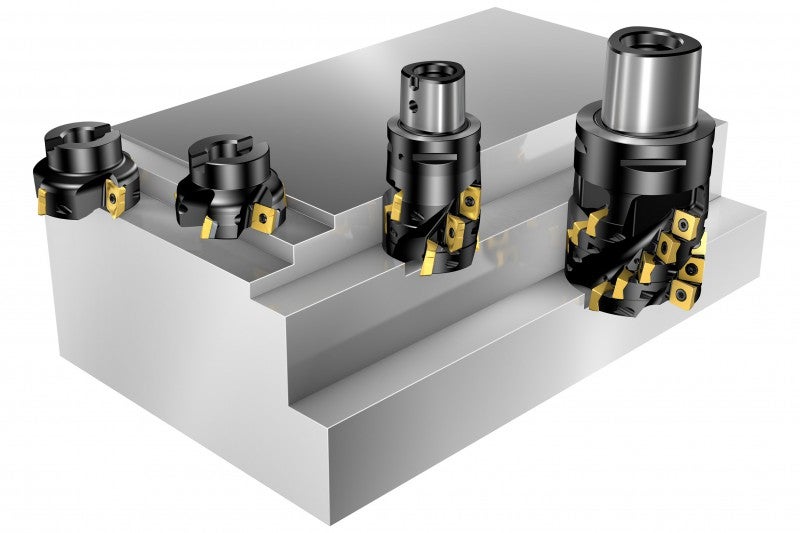
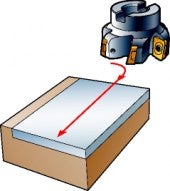
Hjørnefræsning laver to flader samtidig, hvilket betyder periferifræsning kombineret med planfræsning. Et af de vigtigste krav er at opnå et ægte 90-graders hjørne. Hjørnefræsning kan udføres med almindelige hjørnefræsere, men også ved hjælp af pindfræsere, valsefræsere samt skivefræsere. På grund af disse mange muligheder er det vigtigt at overveje driftskravene nøje for at kunne foretage et optimalt valg.
Valg af værktøjer
Hjørnefræsere
Hjørnefræsere med almindeligt design er ofte i stand til at fræse "ægte" 90-graders, lave hjørner. Mange hjørnefræsere er universalfræsere, der med fordel kan anvendes til hulfremstilling. De er et godt alternativ til planfræserne ved fræsning af aksialt bøjende flader eller fræsning tæt på lodrette flader.
Pindfræsere
Vendeskær og hårdmetalpindfræsere er en god løsning til hjørner med vanskelige adgangsforhold.
Valsefræsere
Valsefræsere anvendes generelt til fræsning af dybere hjørner.
Sådan gør du
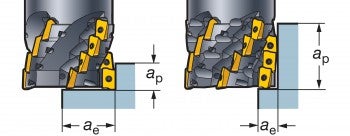
Fræsning af lave hjørner
Denne hyppigt anvendte operation udføres normalt med hjørnefræsere og pindfræsere. En lille spåndybde muliggør bredere spån. Ofte kan disse fræsere erstatte planfræsere, især når det aksiale tryk på emnet udgør en begrænsning, og når der er behov for adgang tæt på lodrette flader eller fiksturområder. Hjørnefræsere i overstørrelse giver optimale adgangsforhold ved fræsning af lave hjørner, der sidder dybt.

Fræsning af dybe hjørner
Brug gentagne overløb med hjørnefræsere og pindfræsere. Når du ønsker at minimere overfladefejl som f.eks. bølgede kanter og toppe mellem overløbene, er det et ufravigeligt krav at anvende en yderst præcis fræser, der er i stand til at lave ægte 90º-hjørner. Hvis hjørnedybden er mindre end 75 % af skærkantlængden, kræver den lodrette flades kvalitet normalt ikke ekstra sletfræsning.
Brug et enkelt overløb med en valsefræser
En valsefræser er en god løsning til dybe, store og normalt kraftige hjørnefræseapplikationer. De har en stor spånvolumen og anvendes normalt til skrubfræsning, fordi den opnåede overflades struktur ligner overfladen ved kantfræsning med høje tilspændingshastigheder.
Disse fræsere stiller krav til følgende:
- Stabilitet
- Spindlens tilstand
- Spånafgang
- Værktøjsholdersystemer
- Effekt
Store radiale kræfter gør dette til en "sej" kantfræsningsapplikation.
Korte valsefræsere er velegnede til følgende:
- Radialt store men lave hjørner.
- Fuldsporsfræsning med en dybde, der er lig diameteren, kan være en udfordring pga maskinens begrænsninger
Længere udgaver er beregnet til:
- Fræsning af hjørner med moderat radial dybde.
- Konturfræsning i kraftige stabile maskiner
Fræsning af hjørner, der er placeret dybt

Hjørnefræsere i overstørrelse giver optimale adgangsforhold ved fræsning af lave hjørner, der er placeret dybt. Til hjørner, der sidder endnu dybere, skal du bruge forlængere med Coromant Capto-kobling. Valsefræsere fås også i overstørrelse til dybe hjørner, der er placeret dybt. Men de radiale spåndybder er mere begrænsede.
Applikationscheckliste og -tip
- Medfræsning er altid førstevalg, og det er især vigtigt ved hjørnefræsning på grund af indgrebsvinklen på 90°
- Bearbejdningen bør så vidt muligt udføres på en måde, der retter skærekræfterne mod fiksturens støttepunkter. Modfræsning kan derfor i visse tilfælde være et fordelagtigt alternativ
- Valget af fræserens tanddeling afhænger af hele systemets stabilitet, inklusive: Maskinen, emnet og dets fastspænding samt emnematerialet
- I ISO 40-maskiner og mindre anbefales det at anvende fåtandede fræsere på grund af den begrænsede stabilitet
- Fåtandede fræsere anbefales også til bearbejdning af emner, der sidder højt på en kubusfikstur
- Positioneringen af fræseren på emnet er ekstremt vigtig og bør derfor udføres med ekstra omhu
- Når Dc/ae >10, skal tilspændingen, fz, justeres i overensstemmelse med hex-værdien for at få et godt resultat og undgå skærkantbrud
- Hvis hjørnedybden er mindre end 75 % af skærkantlængden, kræver den lodrette flades kvalitet normalt ikke ekstra sletfræsning
- Vælg en sejere HM-kvalitet til hjørnefræsning end til planfræsning
- Hvis der bruges valsefræsere, under krævende forhold, kan det være nødvendigt at bruge en endnu sejere kvalitet
- Jo større spåndybden er, desto vigtigere er det at vælge en lavere skærehastighed for at undgå vibrationer
- Hvis der opstår vibrationer, så reducer vc og øg fz. Kontrollér igen og sammenlign med den anbefalede hex-værdi!
- Sørg for, at der er nok maskinkraft til de valgte skæredata
Værktøjsholdersystemer
- Vær især opmærksom på effektbehovet, når du tager store spåner, især med valsefræsere
- Monteringen af værktøjet påvirker fræseresultatet mest ved fræsere, der er mindre end 50 mm
- Jo større spåndybden er, desto vigtigere bliver koblingens størrelse og stabilitet: fordi der forekommer store radiale kræfter ved brug af hjørne-/planfræsere, især valsefræsere
- Coromant Capto-koblinger giver optimal stabilitet og den mindste afbøjning sammen med alle fræsertyper – dette er især vigtigt ved lange eller forlængede værktøjer
Rullende indføring
- En blød indgang i emnet er vigtig for at undgå vibrationer og forlænge værktøjets levetid, især ved fræsning af hjørner
- Programmér fræseren til at foretage en rullende indgang. Generer altid en spåntykkelse ved udgangen der er lig nul: Sammen sikrer dette både højere tilspænding og længere værktøjslevetid
- Denne metode egner sig bedst til applikationer, hvor du fræser omkring udvendige hjørner, fordi det forhindrer abrupte ændringer under indgrebet
- Sørg for, at fræseren hele tiden er i indgreb ved kontinuerlig spån
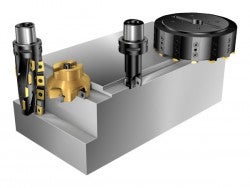
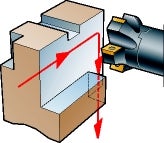
Fræsning af hjørner ved hjælp af kant- og planfræsere
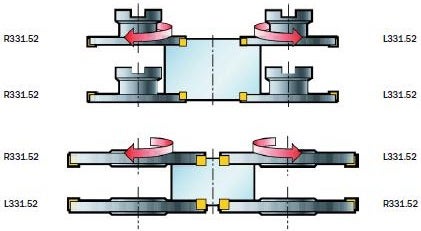
Skivefræsere anvendes også til fræsning af hjørner, især hvis konfigurationen er snæver, men radialt bred. Disse fræsere er ofte den eneste mulige løsning til bagfræsning af skjulte hjørner og flader.
| Højreudførelse | Venstreudførelse |
 |
Kantfræsning Periferifræsning

Hvad er vellykket kant-/periferifræsning?
Bearbejdning af en kant er i virkeligheden en kantfræsningsoperation udført med konturfræsningsoverløb. Kantfræsning og konturfræsning er forskellige former for periferifræsning.
Valg af værktøjer

- Tynde kanter laves normalt af pindfræsere, mens dybere og tykkere kanter laves med pindfræsere og gentagne overløb med "hjørnefræsere" eller med valsefræsere i et enkelt overløb
- Hjørner med dybder på to gange diameteren, bearbejdes effektivt ved hjælp af valsefræsere eller hårdmetalfræsere. Til sådanne dybe hjørner eller tykke emnekanter anbefales en radial spåndybde på 0,5 gange diameteren
- Skivefræsere kan også bruges til konturfræsning eller periferifræsning
- En stor spiral sikrer et tilstrækkeligt antal tænder i indgreb og et glat skæreforløb til konturfræsning med små radiale spåndybder
- En normaltandet eller en tættandet fræser er især velegnet til konturfræsning. Dette gælder også ved fræsning af tynde kanter og lave, rette hjørnekonturer med 90º-pindfræsere
Sådan gør du
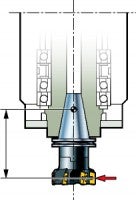
Overfladestruktur – bearbejdet radialt
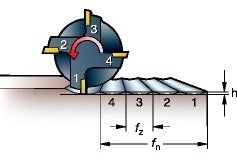
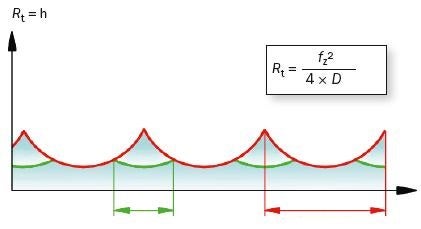
Hvis fræseren ikke har kast, vil højden på overgangene, h,
være lige store og kan beregnes med denne formel:
Profildybde/højde på overgang
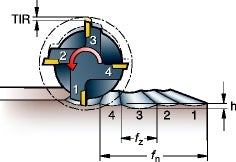
Hvis fræseren har kast, vil tilspændingen pr. tand, fz,
og dermed også højden på overgangen, h, variere afhængig af TIR.
 | |
| fz | fz kast |
Som nævnt kan overfladestrukturen og kravletendenser begrænse tilspændingshastigheden, især ved lille radial spåndybde.
Når siden på en pindfræser anvendes til at fræse en profil, dannes der en række "overgange". Højden på overgangen, - h, bestemmes af:
- Fræserdiameter, Dc
- Tilspænding pr. tand, fz
- Kastfaktoren, TIR
Fræsere med vendeskær har altid en højere TIR end hårdmetalfræsere. Jo større fræserdiameteren er, desto højere er også antallet af tænder, hvilket øger afstanden mellem overgangenes høje og lave punkter.
Sådan opnår du den bedste overfladekvalitet:
- Brug en solid hårdmetalsfræser
- Brug en højpræcisionsspændeenhed med Coromant Capto-kobling
- Brug det kortest mulige udhæng
Anbefalet tilspænding (ignorer hex):
- Vendeskærsfræsere, startværdi fz = 0,15 mm/tand
- Solide hårdmetalfræsere, startværdi fz = 0,10 mm/tand
Bemærk: Den dårligste overfladekvalitet fås, hvis kun en skærkant genererer overfladen, på grund af fræserens dårlige rundløb.
Applikationscheckliste og -tip
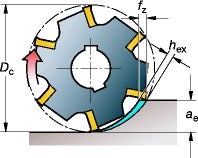
- En vigtig faktor i forbindelse med periferifræsning er at opnå en passende tilspænding pr. tand, fz
- Tilspændingsværdien, fz, skal kompensere for fræserens indgreb, der påvirker spåntykkelsen
- Tilspændingen pr. tand, fz, ganges med modifikationsfaktoren. Dette giver en højere tilspændingshastighed med en mindre indgrebsbue og sikrer samtidig, at spåntykkelsen er stor nok. Men modificeringsfaktoren kan muligvis ikke altid anvendes fuldt ud: Overfladestrukturen og kravletendenser kan begrænse tilspændingshastigheden
Hjørnefræsning af tynde bøjende vægge

Til hjørnefræsning af:
- Lille højde/tykkelse-forhold < 15:1:
- Moderat højde/tykkelse-forhold < 30:1
- Meget stort højde/tykkelse-forhold > 30:1
- Tyndvægget bund

Overvejelser:
- Bearbejdningsstrategierne for tyndvæggede afsnit kan variere afhængigt af væggens højde og tykkelse
- Antallet af overløb afgøres altid af væggens dimensioner og den aksiale spåndybde
- Tag hensyn til både fræserens og væggens stabilitet
- Anvendelse af højhastighedsteknikker, dvs. små ap/ae og høj vc, gør det lettere at fræse tynde vægge, da de reducerer værktøjets indgrebstid og dermed impuls og bøjning.
- Der bør anvendes medfræsning
- De samme metoder anvendes til fræsning af aluminium og titan
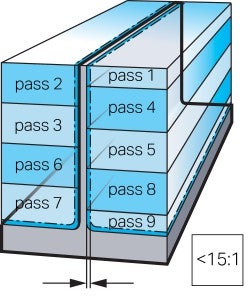
Lille højde/tykkelse-forhold < 15:1:
Overløbene skal laves i zigzag-mønster.
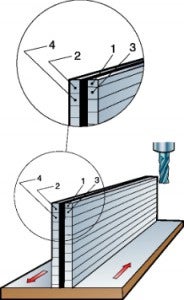
"Tyndvægs"-fræsning:
- Bearbejd den ene side af væggen med overløb, der ikke overlapper hinanden
- Gentag dette på den modsatte side
- Efterlad en tolerance på begge sider til den efterfølgende sletbearbejdning
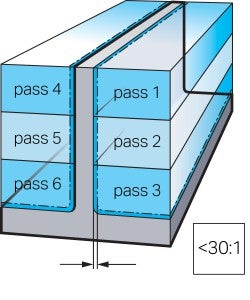
Moderat højde/tykkelse-forhold < 30:1
"Waterline"-fræsning:
- Skift sider, og bearbejd til de givne dybder med overløb, der ikke overlapper hinanden
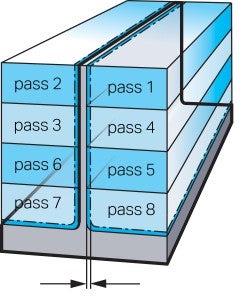
Fræsning med trinstøtte:
- En lignende fremgangsmåde, men med overlap mellem overløbene på væggens to sider: Det giver mere støtte på det sted, der bearbejdes. Det første overløb skal være med reduceret spåndybde, ap/2
- I begge tilfælde skal der efterlades et bearbejdningstillæg på begge sider på 0,2 - 1,0 mm til den efterfølgende sletfræsning
Meget stort højde/tykkelse-forhold > 30:1
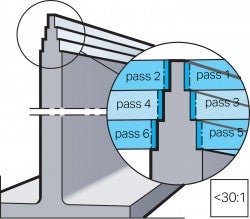
Ud over at skifte mellem væggens sider under bearbejdningen skal man nærme sig den ønskede vægtykkelse med "juletræs"-metoden.
- De tynde afsnit understøttes altid af de tykkere afsnit nedenunder, efterhånden som de bearbejdes
- Bevæg dig trinvist ned ad væggen på denne måde
Tynde vægge
Sletbearbejdningstillæg
Waterline
Sletbearbejdningstillæg
Tynde vægge
Sletbearbejdningstillæg
Hjørnefræsning af en tyndvægget bund
Bearbejdning af tynde bunde:
- Brug cirkulær ramping midt i bundområdet indtil den ønskede dybde
- Fræs udad i en cirkulær rampingbane fra dette punkt
Hvis dette omfatter fræsning af en flade, hvor den modsatte side allerede er bearbejdet:
- Brug et værktøj med et minimalt antal skærkanter
- Påfør så lille et kontakttryk på denne side som muligt
Hvis emnet har et hul midt i bunden:
- Lad et støttefremspring være, når du bearbejder den første side
- Bearbejd den anden side
- Fjern støttefremspringet, når begge sider er færdiggjort
CoroMill® MS60
Konkurrencedygtig løsning med præcis 90-hjørnefræsning langs hele skærkanten Rampingfunktion... chevron_right
Stålfræsekvalitet GC1130
Applikation P M K N S H ISO-applikationsområde • <code>Hjørnefræsning</code> • Gentaget... chevron_right
CoroMill® MS20
Løsning til præcis 90-graders hjørnefræsning Nyt koblingsdesign der gør konceptet... chevron_right
CoroMill® MS40
Optimerede spånrum garanterer fremragende spånkontrol ved bearbejdning op mod en... chevron_right
