
Sådan reduceres vibration i fræsning

Der kan opstå vibrationer ved fræsning på grund af begrænsninger i det skærende værktøj, det holdende værktøj, maskinen, emnet eller emnefastspændingen. Der kan vælges mellem flere strategier for at reducere vibration.
Det skærende værktøj
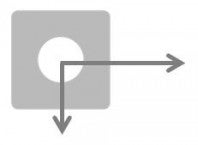
- Med 90°.fræsere rettes de dominerende kræfter i radial retning. Det medfører afbøjning af fræseren ved lange udhæng, men den lave aksiale kraft er en fordel ved fræsning af tyndvæggede/vibrationsfølsomme komponenter
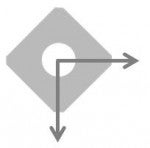
- 45°-fræsere genererer jævnt fordelte aksiale og radiale kræfter
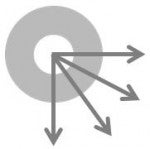
- Fræsere med runde skær leder de fleste af kræfterne op gennem spindlen, specielt når der tale om små spåndybder. 10°-fræsere overfører også kræfterne primært til spindlen, hvilket reducer vibrationerne, der opstår på grund af lange værktøjsudhæng
- Ved planfræsning skal de skærende kræfters retning tages i betragtning:
- Vælg den mindst mulige diameter til operationen
- DC skal være 20-50 % større end ae
- Vælg en fåtandet fræser og/eller en fræser med differentieret tanddeling
- En fræser med lav vægt er en fordel, f.eks. en fræser med aluminiumkrop
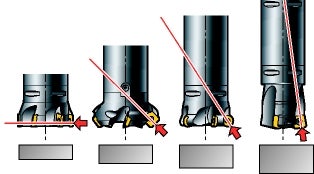
Er der tale om ustabile emner med tynde vægge, skal du bruge en stor indgrebsvinkel = lille aksial skærekraft.
Ved lange værktøjsudhæng skal du bruge en lille indgrebsvinkel=høj aksial skærekraft.
Det holdende værktøj
Det modulære værktøjsholdersystem Coromant Capto® gør det muligt at samle værktøjet i den ønskede længde, samtidig med at der opretholdes en høj stabilitet og mindst muligt kast.
- Sørg for, at værktøjsmodulet er så stabilt og kort som muligt
- Vælg den størst mulige adapterdiameter/-størrelse
- Brug Coromant Capto®-adaptere med fræsere i overstørrelse for at undgå reduktionsadaptere
- Brug om muligt en konisk adapter til små fræsere
- Skift til forlængede værktøjer ved forudbestemte positioner ved operationer, hvor det sidste overløb er placeret dybt inde i komponenten. Tilpas skæredata til hver værktøjslængde
- Brug afbalancerede skærende og holdende værktøjer ved spindelhastigheder over 20.000 o/min.

Fræser i overstørrelse
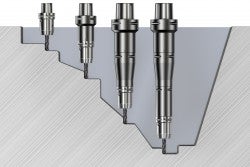
Brug altid den kortest mulige værktøjslængde.
Øg længden gradvist.
Silent Tools, dæmpede fræsere
Ved udhæng, der er mere end fire gange større end værktøjets diameter, kan vibrationstendenserne ved fræsning blive mere fremtrædende, og Silent Tools dæmpede fræsere, kan forbedre produktiviteten betragteligt.

Skærkanten
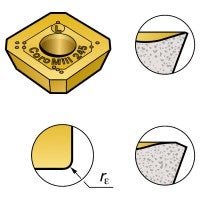
For at reducere skærekræfterne:
- Vælg en letskærende geometri, -L, med en skarp skærkant og en kvalitet med en tynd belægning
- Brug skær med små hjørneradier og små planfaser
Af og til kan vibrationstendenserne nedsættes, hvis der foretages mere dæmpning af et system. Brug en mere negativ skærkantgeometri og en let slidt skærkant.
Skæredata og programmering af værktøjsbanen
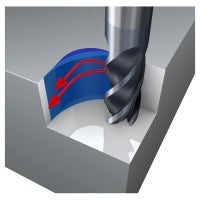
- Placer altid fræseren excentrisk i forhold til den fræsede overflade
- Brug lav radial neddykning med KAPR 90°-valsefræsere eller -pindfræsere: maks. ae= 25 % DC og højt aksialt indgreb: maks. ap = 100 % De
- Brug en lille spåndybde, ap, og høj tilspænding, fz, med runde skær eller fræsere med høj tilspænding og lille indgrebsvinkel til planfræsning
- Undgå vibrationer i hjørnerne ved at programmere en stor baneradius, se Fræsning ind i hjørner
- Hvis spåntykkelsen bliver for lille, gnider skærkanten mod emnet i stedet for at fræse, hvorved der opstår vibrationer. I sådanne tilfælde skal tilspændingen per tand øges
Maskinen

Maskinens tilstand kan have stor indflydelse på vibrationstendenserne ved fræsning. Meget kraftigt slid på spindellejerne eller tilspændingsmekanismen resulterer i dårlige bearbejdningsegenskaber. Vær omhyggelig med at vælge bearbejdningsstrategier og skærekraftretninger, der giver fuldt udbytte af maskinens stabilitet.
Hver maskinspindel har naturlige områder, som har en tendens til at vibrere. Områderne med stabil spåntagning beskrives som stabilitetsintervaller og øges i takt med at omdrejningstallet øges. Selv en lille stigning helt ned til 50 o/min kan ændre en bearbejdningsproces fra ustabil, med vibrationer, til stabil.
Emnet og emnefastspændingen
Hav fokus på følgende, ved fræsning af komponenter med tynde vægge/bund, og/eller når emnefastspændingen er svag:
- Emnefastspændingen skal være tæt på maskinbordet
- Optimer værktøjsbanen og tilspændingsretningen hen imod maskinens/emnefastspændingens stærkeste punkt for at opnå de mest stabile bearbejdningsbetingelser
- Undgå at fræse i retninger, hvor emnet ikke er godt understøttet
- Modfræsning kan reducere vibrationstendenser, når emnefastspændingen og/eller emnet er svage i en specifik retning
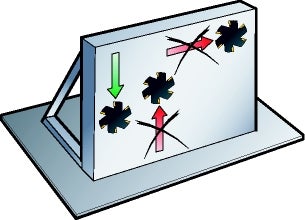
Brug tilspændingsretning mod maskinbordet
til svag emnefastspænding
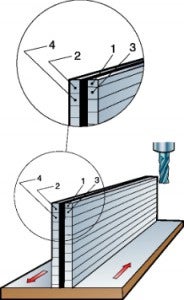
Bemærk, at det første trin skal gøres ved
halvdelen af dybden på andet trin, tredje trin osv.
Problemløsning
Tip til løsning af problemer med vibrationsproblemer, spånklemning, genbearbejdning... chevron_right
Fræserbane og spåndannelse
Korrekt fræserbane og spåndannelse er vigtige faktorer ved fræsning, der er med til... chevron_right
Lange udhæng – overvejelser
Ved bearbejdning med lange udhæng vil vibration blive et problem fra en værktøjsdiameter... chevron_right
Grundlæggende principper
Inde i et vibrationsdæmpet værktøj findes et forjusteret dæmpningssystem, der består... chevron_right
