
Dykfræsning
Hvad er vellykket dykfræsning?
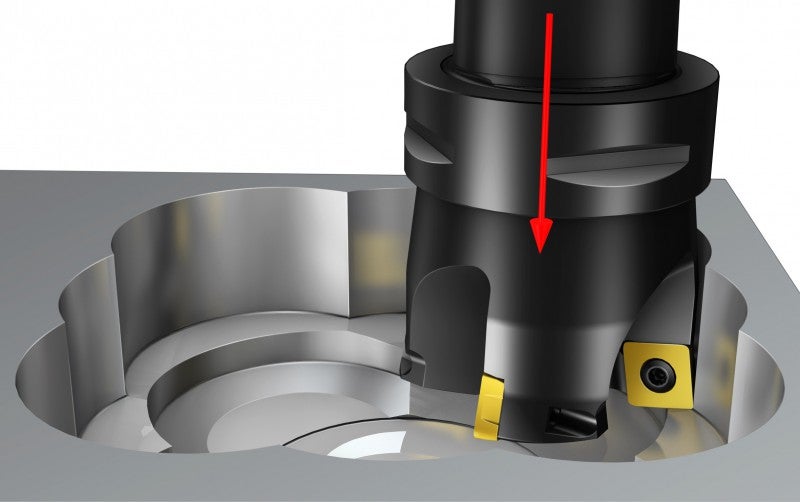
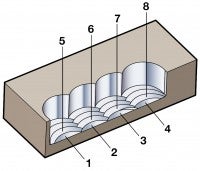
Ved dykfræsning udføres fræsningen med enden af værktøjet i stedet for periferien. Det er en fordel på grund af ændringen af skærekræfternes retning fra primært radial til aksial retning. Generelt er dykfræsning en alternativ metode, når kantfræsning ikke er mulig på grund af vibrationer.
Eksempel:
- Når værktøjsudhænget er større end 4 x DC
- Når der er dårlig stabilitet
- Til semi-sletfræsning af hjørner
- Til vanskeligt bearbejdelige materialer som f.eks. titan
Den kan også være et alternativ, hvis maskineffekten eller -momentet er en begrænsende faktor.
Bemærk: Under gunstige forhold er dykfræsning ikke førstevalg på grund af et lavere spånvolumen.
Valg af værktøjer
Fræservalget afgøres primært af diameteren.
Aksialboring
Aksialboring med boreværktøjer kan være mere effektiv op til ca. DC = 35 mm, se Boring.
Dykfræsning – sådan gør du
Spåntagningsprocessen
Dykfræsning afviger væsentligt fra almindelig fræsning. Metoden bruger enden af værktøjet til spåntagning i stedet for periferien, hvilket giver en fordelagtig ændring af skærekræfternes retning fra primært radial til aksial. Den kan sammenlignes med opboring med afbrudt spån.
Metoden giver et lavt effektforbrug og lav støj.
Dykfræsning = afbrudt opboring.
Aksiale skærekræfter.
Traditionel fræsning.
Hovedsageligt radiale kræfter.

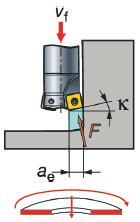
= programmer bordtilspænding

= hurtig sidebevægelse
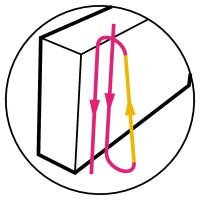
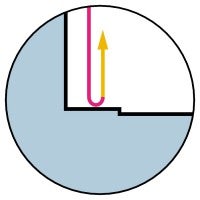
Undgå genbearbejdning ved returslaget. Reducer indstiksdybden gradvist.
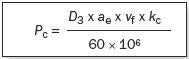
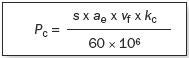
Beregning af effektforbrug.
Tilspænding i dykfræsning
| Tilspænding i dykfræsning | ||
| Skærstørrelse | Udhæng < 3xDC | Udhæng > 3xDC |
| 9 | fz = 0,15 (0,10 – 0,20) | fz = 0,10 (0,08 – 0,15) |
| 14 | fz = 0,20 (0,10 – 0,25) | fz = 0,15 (0,10 – 0,20) |
Fræser i overstørrelse L ≤ 3xDC
| iC | maks. ae |
| 9 | 8 |
| 14 | 13 |
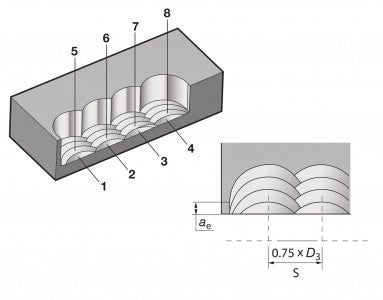
s = 75 % DC
Fræser i overstørrelse L ≥ 3xDC
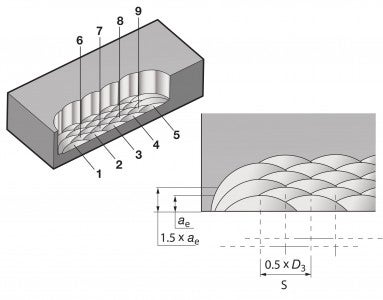
| iC | maks. ae |
| 9 | 7 |
| 14 | 12 |
s = 50 % DC
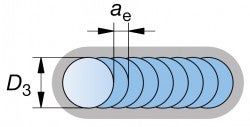
ae = maks. for skær
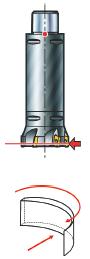
Sidetrin s = X % DC
* S er specifikt for værktøjsudhænget
Tips til dykfræsning
- Horisontal maskine letter spånafgangen
- Start med at fræse fra bunden, og arbejd dig opad
- Brug skærevæske eller trykluft som hjælp til spånafgangen
- Sammenlignet med traditionelle metoder kræver dykfræsning en lavere tilspænding pr. tand
- Sørg for, at mere end en tand er i indgreb
- Brug fræsere med tæt tanddeling
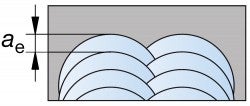
- Brug maks. ae – afhængig af skærstørrelsen
- Brug s = 0,75 x DC ved bevægelse sidelæns
- Reducer dykdybden gradvist for at minimere vibrationerne
- Brug et "krog-program" til at forhindre genbearbejdning under returvandringen. Tilspænd 1 mm fra væggen ved slutningen af spåntagningen
- Bemærk: Borecyklus anbefales ikke på grund af genbearbejdning, som kan give vibrationer under tilbagetrækning
- Forsøg altid at efterlade en konstant materialemængde til den efterfølgende sletfræsning
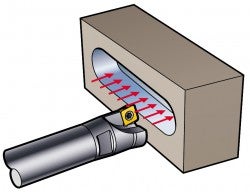
Spor
- Dykfræsning er en effektiv teknik til bearbejdning af dybe og lukkede spor
- Spånafgangen bliver vigtig. En vandret opspænding og anvendelse af skærevæske eller trykluft vil hjælpe med processen
- Et bor anbefales til dybe og smalle spor, fordi det giver den bedste spånafgang og den højeste step-over-værdi
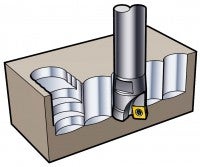
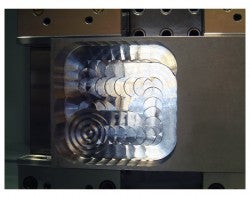
Lommer
- Spånafgangen er kritisk ligesom ved lukket sporfræsning
- Brug vandret opspænding samt skærevæske eller trykluft
- Spånafgangen kan forbedres yderligere ved at bore det størst mulige starthul. 1,5 x DC anbefales
- Reducer tilspændingen i de første to dyktrin
- Bevæg dig sidelæns, og prøv at undgå fuldsporsfræsning
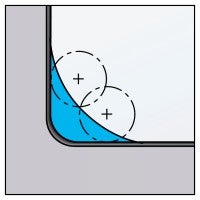
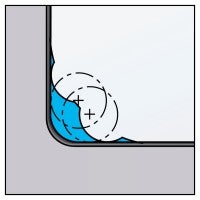
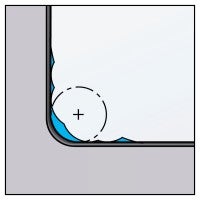
Hjørner
Dykfræsning af det resterende materiale (detaljefræsning) efter skrubfræsning i dybe 90 graders hjørner kan være en fordel.
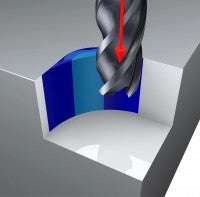
DC = 12,7 mm
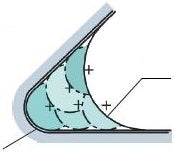
Startradius = 16 mm
Slutradius = 6 mm
Hjørnebearbejdning
Fræserbane og spåndannelse
Korrekt fræserbane og spåndannelse er vigtige faktorer ved fræsning, der er med til... chevron_right
Fræsning ind i hjørner
Fræsning ind i hjørner kræver grundige overvejelser, hvad angår en passende indgrebsvinkel... chevron_right
Drejefræsning
Hvad er vellykket drejefræsning? Drejefræsning defineres som fræsning af en buet... chevron_right
Vibration
Der kan opstå vibrationer ved fræsning på grund af begrænsninger i det skærende værktøj,... chevron_right
