
Fræserbane og spåndannelse ved fræsning
Korrekt fræserbane og spåndannelse er vigtige faktorer ved fræsning, der er med til at sikre en sikker skærkant og længere værktøjslevetid ved fræsning.
Alle en fræsers skærkanter i radial retning går skiftevis i indgreb med emnet. Der er tre forskellige faser i hvert indgreb, som man bør tage højde for:
1. Indføring i indgreb
2. Indgrebsvinkel
3. Udføring
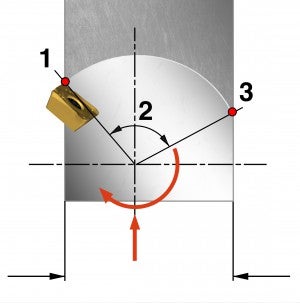
Indgreb ved startspån
Ved brug af hårdmetalskær er indgrebet ved startspån den mindst følsomme af de tre skærefaser. Hårdmetal klarer de opståede trykspændinger ved indføringen godt.
Udføring
Udføringen fra emnet er den mest følsomme af de tre skærefaser.
Prøv altid at undgå dannelse af tykke spåner ved fræsningens udføring. Dannelse af tykke spåner reducerer ofte værktøjets levetid drastisk, når der anvendes hårdmetalskær. Spånen mangler understøtning ved det sidste indgrebspunkt og forsøger at bøje, hvilket genererer en trækkraft på hårdmetallet, som kan skabe brud på skærkanten.

Indgrebsvinkel
- Maks. mulig indgrebsvinkel er 180° (ae = 100 % DC) ved sporfræsning
- Ved sletfræsning kan vinklen være meget lille
- Kvalitetskravene er meget forskellige afhængig af hvor procentandelen af radial neddykning, ae/DC
- Jo større indgrebsvinklen er, jo større er varmen, der overføres til skærkanten
- Med en stor indgrebsvinkel udgør de CVD-belagte kvaliteter den bedste varmebarriere
- Med en lille indgrebsvinkel er spåntykkelsen normalt mindre, og den skarpere skærkant på PVD-belagte kvaliteter genererer mindre varme og reducerer skærekræfterne
Stor (maks.) indgrebsvinkel
- Lang indgrebstid
- Høje radiale kræfter
- Der genereres mere varme
- CVD-belagte kvaliteter
Lille indgrebsvinkel
- Kort indgrebstid og mindre varme gør det muligt at bruge højere vc
- Tyndere spåner gør det muligt at bruge højere fz
- Skarpe skærkanter
- PVD-belagte kvaliteter
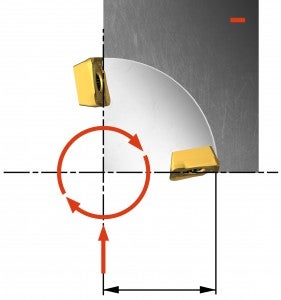
Indføring i komponenten
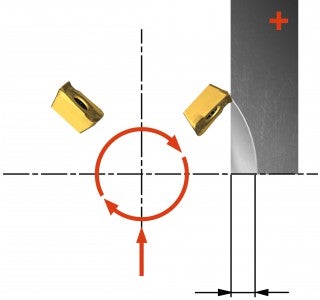
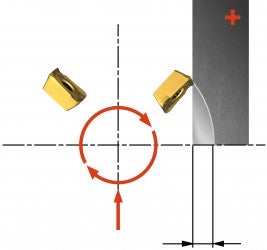
Når fræseren er programmeret til at gå lige ned i emnet, produceres tykke spåner ved udgang af emnet, indtil fræseren er helt i indgreb. Dette kan nedsætte værktøjets levetid ganske betydeligt, specielt i hårde ståltyper, titan og varmebestandige legeringer. Også fra et vibrations-synspunkt er det vigtigt at indføringen i emnet sker jævnt og glat.
Værktøjslevetiden kan forlænges på to måder:1. Lavere tilspænding
Reducér tilspændingen til 50 %, indtil fræseren er i fuldt indgreb.2. Foretag rullende indføring i emnet
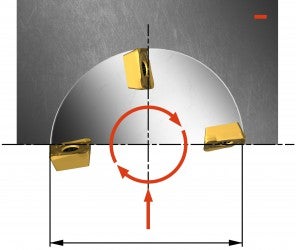
Programmér et rullende indgreb med uret (bevægelse mod uret vil ikke løse problemet med den store spåntykkelse). Ved et rullende indgreb er spåntykkelsen ved udføringen altid nul, hvilket giver højere tilspænding og længere levetid for værktøjet.
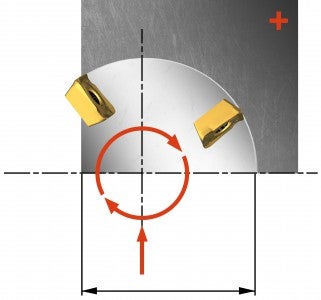
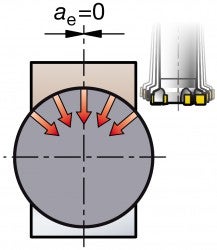
Fræserposition
Positionér fræseren excentrisk – til venstre – for at få en tykkere spån ved indføring og en tynd spån ved udkørsel (medfræsning). Derved opnår man en mere konstant og fordelagtig retning af skærekræfterne, hvilket minimerer vibrationstendenser.
Hvis fræseren er positioneret symmetrisk på centerlinjen, vil der blive genereret tykke spåner ved udkørsel, og det medfører højere risiko for vibrationstendenser.
Fræserdiameteren, DC, skal være 20-50 % større end spånbredden, ae.
Den tilgængelige spindelkraft skal også overvejes, fordi den påvirker valget af tanddeling.
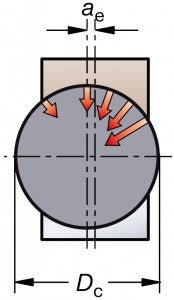
Fræseren skal være +20 til +50 % større end
ae og positioneres excentrisk.
Placeres fræseren på centerlinjen, kan
det generere vibrationer
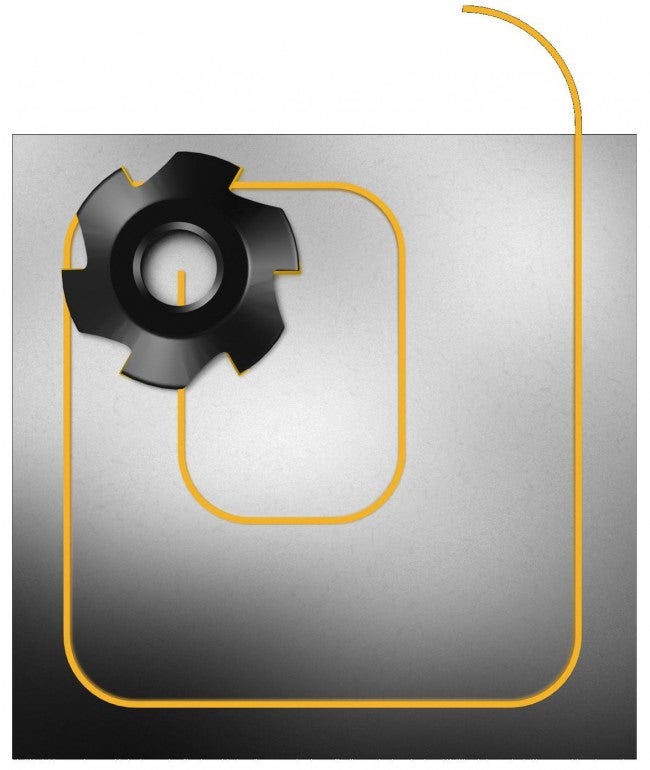
Hold fræseren i indgreb
Skarpe ændringer af fræserens retning vil medføre dannelse af tykke spåner ved udføringen. Følg disse anbefalinger for at opnå sikker og optimeret fræsning:
- Hold fræseren konstant i indgreb
- Rul omkring alle hjørner
- Spånbredden, ae, skal være 70 % af DC for at sikre maks. dækning af hjørnet
- Rul omkring udvendige hjørner ved periferifræsning
- Programmér rundt om afbrydelser og huller, hvis det er muligt
Medfræsning versus modfræsning
Hver gang en fræsers skærkant går i indgreb udsættes den for en chokbelastning. Den... chevron_right
Fræsning ind i hjørner
Fræsning ind i hjørner kræver grundige overvejelser, hvad angår en passende indgrebsvinkel... chevron_right
Vibration
Der kan opstå vibrationer ved fræsning på grund af begrænsninger i det skærende værktøj,... chevron_right
Dykfræsning
Hvad er vellykket dykfræsning? Ved dykfræsning udføres fræsningen med enden af værktøjet... chevron_right
