
Fræseprogrammering
Centerlinje- eller periferitilspænding
En maskine er konstrueret til enten centerlinjetilspænding, vf, (uden radiuskompensation) eller periferitilspænding, vfm (med radiuskompensation).
Hvis maskinen kræver centerlinjetilspænding, og den i stedet programmeres med periferitilspænding (på maskiner uden radiuskompensation), bliver værdien fz for høj, og det medfører risiko for skærbrud.
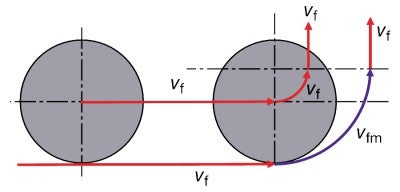
Centerlinjetilspænding, vf, eller periferitilspænding, vfm.
Programmering af centerlinjetilspænding
De genererede NC-koder programmerer centrum af fræseren i stedet for periferien.
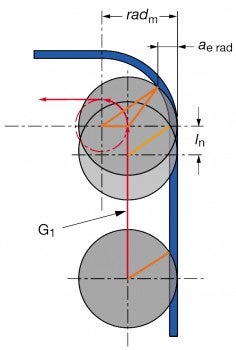
Til fræsning i lige linje (G1) er tilspændingen ved komponentvæggen, vfm, den samme som den programmerede tilspænding, vf, mens periferitilspændingen omkring radius (G2) vil være højere end værktøjets centertilspænding. Derfor skal bordtilspændingen, vf, reduceres for at bevare tilspændingen pr. tand, fz.
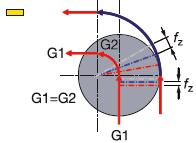
Hvis centerlinjetilspændingen ikke reduceres,
øges fz i hjørnerne.
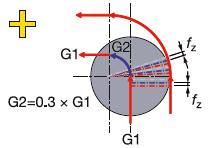
Med reduceret centerlinjetilspænding
Reduktion af centerlinjetilspænding
Reduktionsfaktorerne fremgår af tabellen og afhænger af:
- Skærediameter til komponentradius – DC/radm
- Radial neddykning – ae/DC
| kReduktionsfaktorværdi for tilspænding i hjørnerne () | ||||||||||
| DC/radm | ae/DC | |||||||||
| 0,05 | 0,15 | 0,25 | 0,35 | 0,45 | 0,55 | 0,65 | 0,75 | 0,85 | 0,95 | |
| 2,00 | 0,22 | 0,34 | 0,40 | 0,45 | 0,48 | 0,53 | 0,60 | 0,67 | 0,75 | 0,86 |
| 1,80 | 0,30 | 0,34 | 0,42 | 0,46 | 0,50 | 0,53 | 0,60 | 0,67 | 0,75 | 0,86 |
| 1,60 | 0,44 | 0,42 | 0,44 | 0,49 | 0,53 | 0,56 | 0,60 | 0,67 | 0,75 | 0,86 |
| 1,40 | 0,55 | 0,54 | 0,54 | 0,54 | 0,56 | 0,59 | 0,62 | 0,67 | 0,75 | 0,86 |
| 1,20 | 0,63 | 0,64 | 0,64 | 0,62 | 0,62 | 0,65 | 0,63 | 0,71 | 0,75 | 0,86 |
| 1,00 | 0,71 | 0,72 | 0,72 | 0,73 | 0,74 | 0,62 | 0,77 | 0,79 | 0,83 | 0,86 |
| 0,80 | 0,78 | 0,79 | 0,79 | 0,80 | 0,82 | 0,83 | 0,85 | 0,87 | 0,89 | 0,94 |
| 0,60 | 0,84 | 0,85 | 0,86 | 0,86 | 0,87 | 0,88 | 0,90 | 0,91 | 0,93 | 0,96 |
| 0,40 | 0,90 | 0,90 | 0,91 | 0,92 | 0,92 | 0,93 | 0,94 | 0,95 | 0,96 | 0,98 |
| 0,20 | 0,95 | 0,96 | 0,96 | 0,96 | 0,96 | 0,97 | 0,97 | 0,98 | 0,98 | 0,99 |
Tilspændingsreduktion før hjørnet
Det er særligt vigtigt at tilspændingen reduceres før hjørnet, når der fræses med høje hastigheder.
I takt med at fræseren bevæger sig lige hen mod enden af G1-linjen, begynder indgrebsvinklen at blive større. Derfor skal tilspændingen reduceres, før hjørnet nås, dvs. inden for ln-området, dvs. 50 % x DC.
En maskinstyring med en avanceret "look ahead"-funktion kan håndtere tilspændingsændringerne automatisk.
Reducér tilspændingen, når afstanden:
ln = 50 % DC
Bearbejdningscentre
Bearbejdningscentre opfylder alle krav til spåntagende bearbejdning af komponenter,... chevron_right
Fræsning ind i hjørner
Fræsning ind i hjørner kræver grundige overvejelser, hvad angår en passende indgrebsvinkel... chevron_right
Interpolationsdrejning
Interpolationsdrejning er udviklet til avancerede bearbejdningscentre og multitask-maskiner... chevron_right
Vibration
Der kan opstå vibrationer ved fræsning på grund af begrænsninger i det skærende værktøj,... chevron_right
