
Indgrebsvinkel og spåntykkelse i fræsning
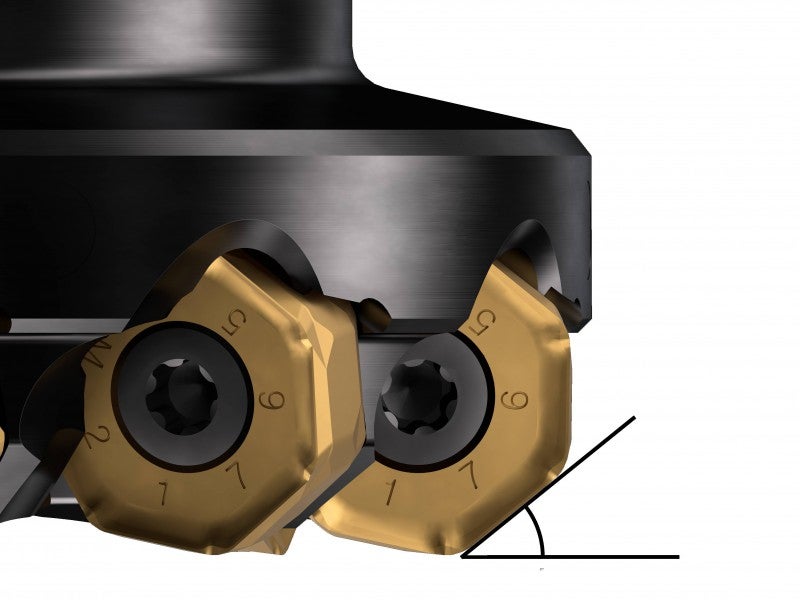
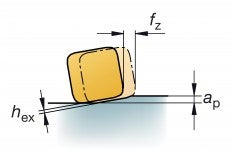
Indgrebsvinklen (KAPR) er vinklen mellem skærets primære skærkant og emnets overflade. Indgrebsvinklen påvirker spåntykkelse, skærekræfter og værktøjslevetid.
De mest almindelige indgrebsvinkler er 90 grader, 45 grader og 10 grader og dem for runde skær.
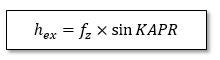
Når indgrebsvinklen reduceres, bliver spåntykkelsen, hex, for en given tilspænding, fz, også reduceret. Den spånudtyndende effekt betyder, at materialemængden spredes over en større del af skærkanten.
Mindre indgrebsvinkler giver også en mere gradvis indføring i emnet, hvorved det radiale tryk reduceres og skærkanten beskyttes. Men de højere aksiale kræfter øger trykket på emnet.
Fræsning med 90 graders indgrebsvinkel

Det primære applikationsområde for en 90 graders fræser er hjørnefræsning.
En 90-graders fræser genererer mest radiale kræfter i tilspændingsretningen. Det betyder, at den overflade, der bearbejdes, vil ikke blive udsat for et højt aksialt tryk, hvilket er en fordel for fræsede emner med en svag struktur eller tynde vægge, og hvis der er tale om ustabil emnefastspænding.
Fræsning med 45 graders indgrebsvinkel

En 45-graders fræser er førstevalget til planfræsning. Det genererer godt afbalancerede radiale og aksiale skærekræfter, der er mindre krævende for maskineffekten.
Denne type fræser er specielt velegnet til fræsning i kortspånede materialer, hvori der nemt opstår udflisning, hvis kraftige radiale kræfter arbejder i den gradvist reducerede mængde materiale, der er tilbage ved afslutningen af spåntagningen.
Blid indføring i emnet begrænser vibrationstendensen ved fræsning med lange udhæng eller med mindre/svare værktøjsholdere og koblinger.
Dannelse af en tyndere spån giver mulighed for høj produktivitet i mange applikationer på grund af muligheden for en højere bordtilspænding, mens der fastholdes en moderat belastning af skærkanten.
Fræsning med 60-75 graders indgrebsvinkel

Denne type fræsere er planfræsere til specielle operationer, hvorved der kan opnås en større spåndybde, sammenlignet med fræsere til almindelig planfræsning. De aksiale kræfter er mindre end med en 45-graders planfræser, og skærkantstyrken er bedre end på en 90-graders fræser.
Fræsning med 10 graders indgrebsvinkel

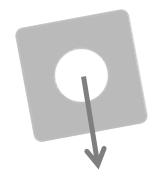
En 10 graders indgrebsvinkel anvendes til høj tilspænding og dykfræsere. Derved genereres en tynd spån, der muliggør meget høj tilspænding pr. tand, fz, med lav spåndybde og dermed også ekstrem bordtilspænding, vf.
Den dominerende aksiale skærekraft dirigeres hen imod spindlen og stabiliserer den. Dette er en fordel ved lange og svage set-ups, da det begrænser vibrationstendenser.
Denne fræsertype er effektiv til hulfremstilling ved brug af tre akser og til dykfræsning af kaviteter, eller når der er brug for en forlænget fræser.
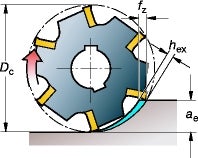
Fræsning med runde skær eller fræsere med en stor hjørneradius

En fræser med runde skær er beregnet til generelle fræseopgaver og effektiv til skrubfræsning.
Hjørneradiussen giver en meget stærk skærkant, der er velegnet til høj bordtilspænding, fordi de tyndere spåner genereres langs den lange skærkant. Den spånudtyndende effekt gør disse fræsere velegnet til bearbejdning af titan og varmebestandige legeringer.
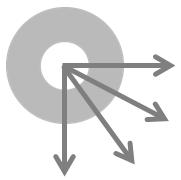
Afhængig af de forskellige spåndybder, ap, ændres indgrebsvinklen fra 0 til 90 grader, hvorved skærekræfternes retning langs skærkantradiussen ændres og dermed det tryk, der opstår ved fræsning.
Maksimal spåntykkelse ved fræsning
Maksimal spåntykkelse er den vigtigste parameter til at opnå en produktiv og pålidelig fræseproces. Der kan først gennemføres en effektiv fræsning, når værdien hex passer til den anvendte fræser.
- En tynd spån med for lav a hex-værdi er den mest almindelige årsag til dårlig ydeevne, der medfører lav produktivitet. Dette kan have en negativ indvirkning på værktøjets levetid og spåndannelse
- En hex-værdi, der er for høj, vil overbelaste skærkanten, hvilket kan medføre et brud
Spånudtynding giver mulighed for øget tilspænding
Tilspændingen pr. tand kan øges i de tre følgende situationer på grund af den spånudtyndende effekt, når:
- der anvendes fræsere med lige kant med indgrebsvinkler, der er mindre end 90°.
- der anvendes runde skær eller skær med stor radius ved mindre spåndybder, ap.
- Periferifræsning med lille radialt indgreb, ae/De.
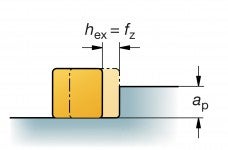
Beregning af spåntykkelse til skær med lige kant
Med 90-graders fræsere er tilspændingen pr. tand den samme som maks. spåntykkelse (fz=hex). Når indgrebsvinklen reduceres, skal tilspænding pr. tand øges for at sikre den samme spåntykkelse.
KAPR=90°
KAPR=45°
KAPR=10°
Eksempel:
Hvis maks. hex = 0,1 mm og KAPR = 45°
Anbefalet tilspænding, fz = 1,4 x 0,1 = 0,14 mm/tand
| Indgrebsvinkel, KAPR | Modificeringsfaktor | fz (mm/tand) | ||
| hex (mm) | ||||
| min. 0,1 | start 0,15 | Maks. 0,2 | ||
| 90° | 1,0 | 0,10 | 0,15 | 0,20 |
| 75° | 1,0 | 0,10 | 0,16 | 0,21 |
| 65° | 1,1 | 0,11 | 0,17 | 0,22 |
| 45° | 1,4 | 0,14 | 0,21 | 0,28 |
| 10° | 5,8 | 0,58 | 0,86 | 1,15 |
Prøv at se, hvor meget du kan øge tilspændingen pr. tand med 10-graders fræseren med høj tilspænding. Det skyles, at du gør spånen næsten 6 x tyndere.
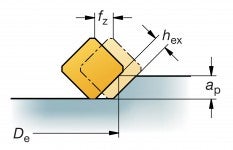
Beregning af spåntykkelse til fræsere med runde skær og radiusskær
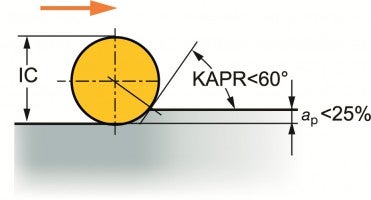
Spåntykkelsen, hex, varierer med runde skær og afhænger af indgrebsvinklen. Med lav ap/i C kan tilspændingen øges betydeligt for at øge spåntykkelsen til det ønskede niveau.
Den bedste ydelse opnås, når indgrebsvinklen er under 60 grader, og når spåndybden ikke er over 25 % x skærdiameteren. Til større spåndybder er det bedre at bruge et firkantet 45-graders skær.
Runde skær har en højere maksimal spåntykkelse end løsninger med lige skærkant på grund af den stærkere skærform og længere skærelængde.
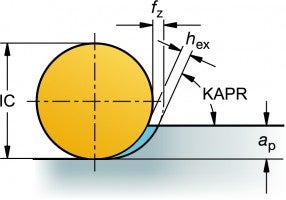
Runde skær er unikke, da spåntykkelsen ændres afhængig af spåndybden. Ved mindre spåndybde skal tilspændingen derfor øges for at være sikker på at få den rette spåntykkelse.
Beregning af spåntykkelse til periferifræsning
Værdien hex varierer afhængig af fræserdiameteren og spånbredden, fræserens radiale indgreb, ae/DC. Når denne er mindre end 50 %, reduceres den maksimale spåntykkelse i forhold til fz.
Tilspændingen kan øges med modificeringsfaktoren i nedenstående tabel afhængig af forholdet, ae/DC.Eksempel:
DC 20 mm – ae = 2 mm, ae/DC = 10 %
hex = 0,1 mm, fz = 0,17 mm/tand
| Forhold mellem bredde og diameter, ae/DC | Modificeringsfaktor | fz (mm/tand): | ||
| hex (mm) | ||||
| min. 0,1 | start 0,15 | Maks. 0,2 | ||
| 50-100 % | 1,0 | 0,10 | 0,15 | 0,20 |
| 25 % | 1,16 | 0,12 | 0,17 | 0,23 |
| 20 % | 1,25 | 0,13 | 0,19 | 0,25 |
| 15 % | 1,4 | 0,14 | 0,21 | 0,28 |
| 10 % | 1,66 | 0,17 | 0,25 | 0,33 |
| 5 % | 2,3 | 0,23 | 0,34 | 0,46 |
Fræsning ind i hjørner
Fræsning ind i hjørner kræver grundige overvejelser, hvad angår en passende indgrebsvinkel... chevron_right
Fræserbane og spåndannelse
Korrekt fræserbane og spåndannelse er vigtige faktorer ved fræsning, der er med til... chevron_right
Indvendig drejning
Ved indvendig drejning bearbejdet emnets indvendige diameter. Lange udhæng og dårlig... chevron_right
Anvendelse
Anbefalinger Indgrebsvinkel Indgrebsvinklen har en stor indvirkning på spånkontrol... chevron_right
