
Medfræsning versus modfræsning
Hver gang en fræsers skærkant går i indgreb udsættes den for en chokbelastning. Den rette type kontakt mellem skærkant og materiale ved indføringen i og ved udgangen af indgrebet skal tages i betragtning for at opnå en vellykket fræsning. Ved fræsning fremføres emnet enten med eller mod fræserens omdrejningsretning, og det påvirker værktøjets indføring og udgang fra indgreb i emnet, og på om med- eller modfræsning anvendes.
Den gyldne regel for fræsning – tyk til tynd
Ved fræsning skal man altid have fokus på, hvordan spånerne formes. Det er fræserens position, der former spånerne, og målsætningen bør altid være, at spånerne er tykke ved indføring og tynde ved udgang for at sikre stabil fræsning.
Husk den gyldne regel for fræsning – tyk til tynd – for at sikre den mindst mulige spåntykkelse ved udgang fra indgreb.
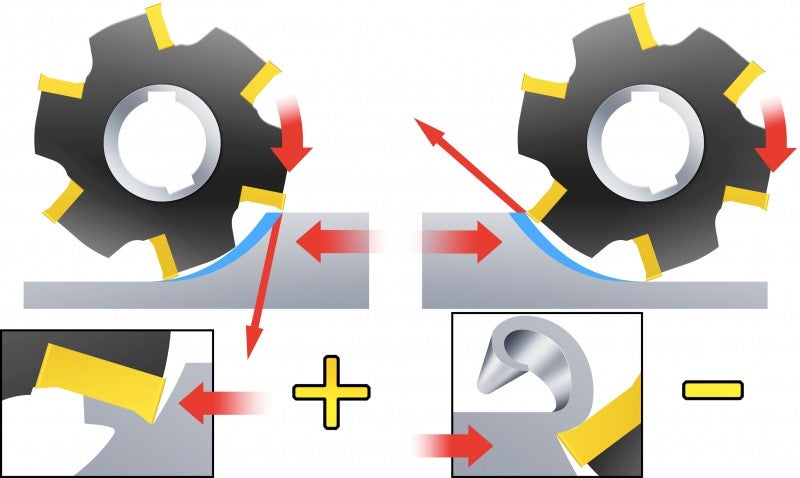
Medfræsning
Ved medfræsning sker tilspændingen af det skærende værktøj med rotationsretningen. Medfræsning foretrækkes altid, hvor maskinen, emnefastspændingen og emnet tillader det.
I periferimedfræsning falder spåntykkelsen fra starten af indgrebet og når gradvist nul ved slutningen af indgrebet. Dette forhindrer, at skærkanten skraber og gnider mod overfladen før den går i indgreb.


Den store spåntykkelse er en fordel, og skærekræfterne er tilbøjelige til at trække emnet ind i fræseren, idet skærkanten holdes i indgrebet.
Eftersom fræseren imidlertid har en tendens til at blive trukket ind i emnet, skal maskinen kunne håndtere "spillerummet" i bordtilspændingen vha. spillerums-eliminering. Hvis værktøjet trækkes ind i emnet, øges tilspændingen utilsigtet, hvilket kan medføre en for kraftig spåntykkelse og beskadigelse af skærkanten. Overvej at bruge modfræsning i sådanne tilfælde.
Modfræsning
Ved modfræsning (konventionel fræsning) er det skærende værktøjs tilspændingsretning modsat dets rotation.
Spåntykkelsen starter ved nul og stiger hen imod slutningen af indgrebet. Skærkanten skal tvinges ind i indgrebet, hvorved der skabes en skrabe- eller gnide-effekt på grund af friktion, høje temperaturer og ofte kontakt med en deformationshærdet overflade forårsaget af den foregående skærkant. Alt dette reducerer værktøjets levetid.


Den store spåntykkelse og højere temperatur ved afslutningen giver høj trækbelastning, der reducerer værktøjslevetiden og ofte medfører hurtigt skærkantbrud. Det kan også medføre, at spåner sætter sig fast på eller bliver svejset sammen med skærkanten, som herefter fører dem med rundt til starten af næste indgreb eller forårsager midlertidig udflisning.
Skærekræfter har tendens til at skubbe fræseren og emnet væk fra hinanden, og radiale kræfter har tendens til at løfte emnet fra bordet.
Modfræsning kan være en fordel, når der forekommer store variationer in bearbejdningstillægget. Det anbefales også at anvende modfræsning, når der anvendes keramiske skær i varmebestandige legeringer, fordi keramik er følsomt over for påvirkninger ved indføring i emnet.
Emnefastspænding
Værktøjets tilspændingsretning stiller forskellige krav til emnefastspændingen. Under modfræsningen skal den modstå de løftende kræfter. Under medfræsningen skal den modstå de trækkende kræfter.
Fræserbane og spåndannelse
Korrekt fræserbane og spåndannelse er vigtige faktorer ved fræsning, der er med til... chevron_right
Vibration
Der kan opstå vibrationer ved fræsning på grund af begrænsninger i det skærende værktøj,... chevron_right
Fasfræsning
Faser, V-indgreb, frigange, forberedelse til svejsning og afgratning langs emnets... chevron_right
Fræsning ind i hjørner
Fræsning ind i hjørner kræver grundige overvejelser, hvad angår en passende indgrebsvinkel... chevron_right
