
Indvendig sporstikning
Lange udhæng og dårlig spånafgang er to udfordringer ved indvendig sporstikning. De lange udhæng kan forårsage problemer både med nedbøjning og vibrationer. Vibrationer og dårlig spånafgang kan medføre skærbrud. Vanskelighederne med spånafgang kan også føre til en dårlige overfladekvalitet. Den mest almindelige type indvendig sporstikning er radial sporstikning, men flersporsstikning (A) og indstikning (B) kan også anvendes.
Indvendig sporstikning – applikationstips
- Præcisionskøling med højt flow forbedrer spånkontrollen og -afgangen
- En mindre borestang forbedrer spånafgangen men reducerer stabiliteten
- For at undgå vibration bør opspændingen have det korteste udhæng med en letskærende skærgeometri
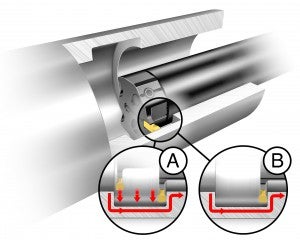
- Vibrationer kan undgås ved at anvende flere overløb med et smallere skær. Det skal så afsluttes med sletbearbejdning (se illustration (A) til højre)
- Et indvendigt spor kan også bearbejdes med en enkeltoperation efterfulgt af indstikning (B). Start i bunden, og arbejd tilbage fra hullets bagside til fronten af hullet for at opnå den bedste spånafgang
- Brug mindre skærbredde og hjørneradier til at sænke skærekraften
- Til nøjagtig bearbejdning med mindre vibrationer og præcis centerhøjde skal der anvendes en fastspændingsløsning, der understøtter dette som f.eks. EasyFixTM-bøsninger
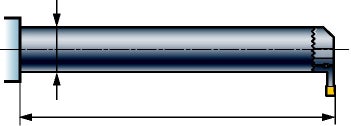
Til udhæng 5-7xD skal der bruges hårdmetalforstærkede vibrationsdæmpede udborestænger
L = 5-7xD
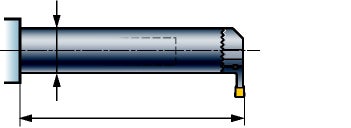
Til udhæng 3-6xD skal der bruges vibrationsdæmpede udborestænger eller hårdmetalstænger
L = 3-6xD
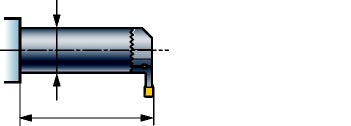
Til udhæng under 3xD skal der bruges udborestænger i stål
L ≤ 3xD
Strategier for indvendig sporstikning
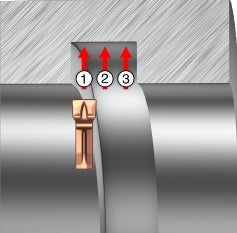
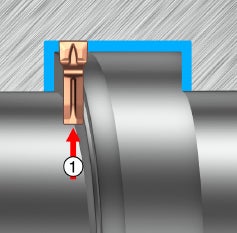
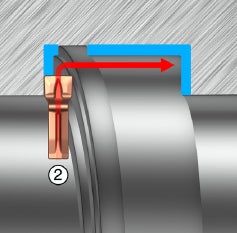
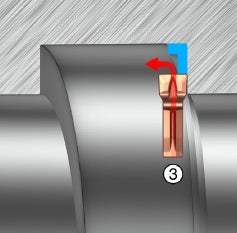
Skrubfræsning med radial tilspænding
Start altid tættest på bunden af hullet (1), og arbejd udad for at gøre plads til spånerne. Brug den anbefalede tilspænding. Efterfølgende overløb (2 og 3) bør være 0,5–0,8 × skærbredden. Da skærekræfterne vil være mindre i denne fase, kan tilspændingen øges med 30–50 %.
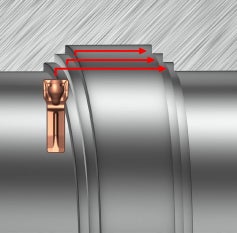
Skrubbearbejdning med kantdrejning
Kantdrejning giver bedre spånkontrol og spånbrydning. Start tættest på bunden af hullet, og arbejd udad til indgangshullet. Tilspænd ikke fra og mod hjørnet, men lad der være trin af 0,2 mm (0,008 tommer) mellem overløbene.
Kantdrejning er en mere stabil proces end spåntagende bearbejdning med radial tilspænding, da denne metode genererer færre radiale kræfter, der forårsager vibrationer. Vær opmærksom på, at kantdrejning er mindre produktiv end radial spåntagning på grund af den mindre spåndybde (ap).
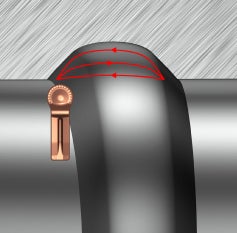
Skrubbearbejdning med ikke-lineær værktøjsbane
Ikke-lineær værktøjsbane giver god spånkontrol og værktøjslevetid. Sliddet på skæret fordeles langs en stor del af skærkanten. Geometrien -RM er ideel til ikke-lineære værktøjsbaner. Ikke-lineær drejning er nyttig, når bunden af hullerne har en stor radius.
Sletbearbejdning
Det er altid vanskeligt at få en god spånkontrol, når man sletbearbejder, især når det drejer sig om bearbejdning af rundinger. Det er vigtigt at adskille det materiale, der skal fjernes ved at foretage tre overløb.
- Foretag første indstik tæt ved den hjørneradius, der er nærmest bunden af hullet.
- Start det andet indstik nærmest bunden af sporet, og bearbejd frem mod hjørneradiussen på den indvendige diameter.
- Det tredje indstik afslutter sporets væg tættest på indstikket til hullet og hjørneradiussen.
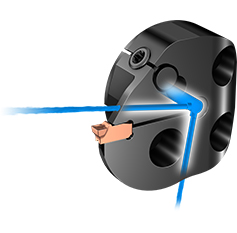
Indvendig køling
Brug værktøjer til indvendig sporstikning med indvendig køling, også selvom det maksimale kølevæsketryk i maskinen er lavt. Køling forbedrer spånafgangen og nedsætter risikoen for spånhamring i sporet, især i dybe spor i et hul. Brug så højt kølevæsketryk som muligt for at opnå bedre spånafgang.
Indvendig drejning
Ved indvendig drejning bearbejdet emnets indvendige diameter. Lange udhæng og dårlig... chevron_right
Udvendig sporstikning
Målsætningen ved sporstikning er høj produktivitet. Udvendig sporstikning er generelt... chevron_right
Vellykket spånkontrol
God spånafgang opnås ved at forbedre spåndannelsen. Dårlig spåndannelse ses ved for... chevron_right
Af- og sporstikning
I af- og sporstikning er processikkerhed og produktivitet to vigtige aspekter. Med... chevron_right
