
Fasfræsning
Faser, V-indgreb, frigange, forberedelse til svejsning og afgratning langs emnets kanter er almindelige typer fasfræsning. Disse operationer kan udføres på mange forskellige måder afhængigt af maskintypen og opspændingen. Der kan bruges en lille planfræser, en valsefræser, en pindfræser eller en fasfræser.
Valg af værktøjer
Fasfræsere
Valget af rejfeværktøjer afhænger af flere faktorer som:
- Hvis operationen er frontrejfning eller bagrejfning
- Fasvinkel
- Maks. fasdybde
- Materiale, der kan bearbejdes
Ved frontrejfning er en af de primære overvejelser også, hvilket værktøj der findes i maskinen. Til bagrejfning begrænser hulstørrelsen også fræserens størrelse, og det påvirker derfor også valget af værktøj. Små faser i indvendig bearbejdning kræver normalt et solidt hårdmetalværktøj af hensyn til adgangsforholdene, og til større faser kan der bruges fræsere med vendeskær.
Supplerende fræsere til fasfræsning
I 4- og 5-aksede maskiner, hvor spindlen eller emnet kan vippes, kan der bruges forskellige værktøjer til fasfræsning og afgratning, som f.eks.:
- 90° pindfræsere
- 45° planfræsere
- Ved store faser kan der bruges valsefræsere

Sådan gør du
Skæredata
Normalt er spåndybden, ap, og spånbredden, ae, små i forhold til fræserdiameteren. Det betyder, at jo højere skærehastigheden er, desto vigtigere er det at bruge anbefalingerne for lille indgreb. Tilspændingen pr. tand, fz, kan også øges betydeligt. Kravene til overfladekvaliteten begrænser fz.

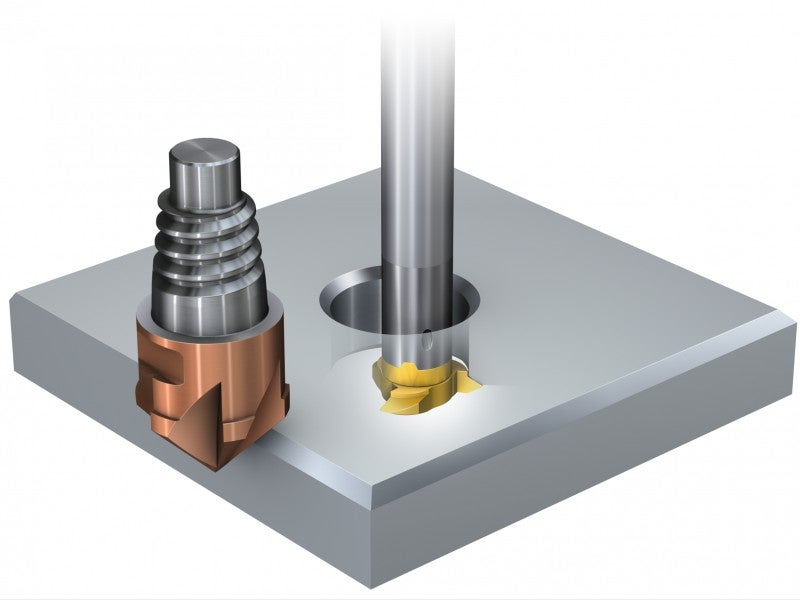
Fasfræsning af et hul
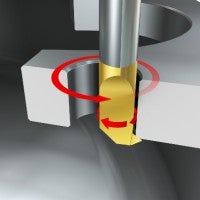
Med nogle fræsere, der kan bruges til både affasning og gevindfræsning, kan du rejfe hullet, efter at have afsluttet gevindfræsningen, med det samme værktøj og samme skær. Dette gøres med en cirkulær fræsebane, se programmeringssekvensen nedenfor.
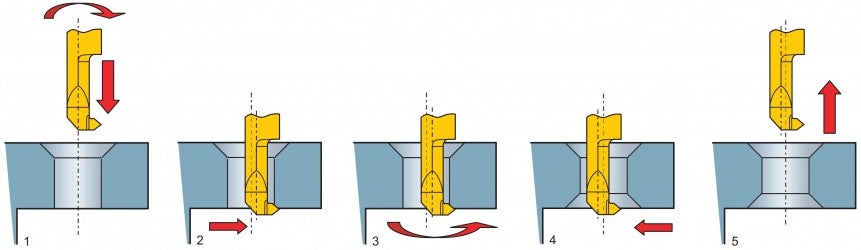
Nulpunkt for værktøjslængde og -radius
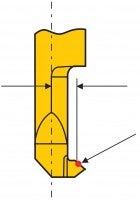
- Positionér fræseren over midten af det borede hul, mens fræseren roterer, og bevæg fræseren aksialt til flangedybden (Z = flangehøjde – fasstørrelse)
- Tilspænd fræseren for at gå i indgreb med radiuskompensationen (Y = hulradius)
- Interpolér 360
- Tilspænd tilbage til midten af hullet
- Træk fræseren tilbage
Bemærk: Fasstørrelsen justeres ved at ændre Z-positionen (juster ikke diameteren, da dette kan medføre skader i hullet).
Fræsning
Ved vurderingen af et vellykket resultat inden for fræseapplikationer afhænger det... chevron_right
Fræserbane og spåndannelse
Korrekt fræserbane og spåndannelse er vigtige faktorer ved fræsning, der er med til... chevron_right
Not- eller sporfræsning
Not- eller sporfræsning er en operation, hvor skivefræsning ofte foretrækkes i stedet... chevron_right
Bearbejdning af knogleskruer
En udfordring under bearbejdningen er at undgå gratdannelse ved fræsning i spidsen,... chevron_right
