
Sådan anvender du kølevæske ved af- og sporstikning

Brugen af køle-smøremiddel har en stor indvirkning på processikkerheden ved af- og sporstikning. Hvis den anvendes korrekt, reducerer den temperaturen i skærezonen og forbedrer spånafgangen.
Indvendig kontra udvendig køling
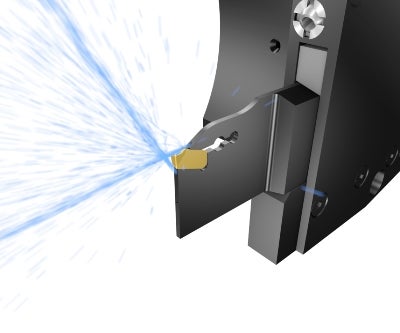
Når der anvendes udvendig køling til af- og sporstikning, er den mængde kølevæske, der faktisk når ind i sporet, normalt meget lille, især med dybe spor. Køleeffekten er derfor begrænset. Med indvendig køling, der leveres med stor præcision, når kølevæskestrålerne helt frem til skærkanten, selv i dybe spor.
Fordele ved præcisionskøling
- Højere skæredata eller mulighed for brug af sejere hårdmetalkvalitet
- Forbedret spånkontrol og overfladekvalitet
- Længere værktøjslevetid
Over- eller underkøling? Eller begge dele?
Afhængig af bearbejdningsforholdene kan du vælge at anvende værktøjer med indvendig over- eller underkøling. Nogle gange har du kun brug for den ene type køling, men du får den bedste effekt ved at bruge dem begge samtidig.
Virkningerne af overkøling
Overkøling forbedrer spånkontrollen, som er nøglen til en lang værktøjslevetid og få maskinstop. Køling ovenfra kan også reducere løsægsdannelse.
Virkningen af underkølevæske
Underkøling reducerer temperaturen og samtidig flankeslid. Den forbedrer også spånafgangen. Lavere temperatur gør det muligt at bruge blødere skærkvaliteter med potentielt forbedret værktøjslevetid og højere skæredata. Ved brug i kombination med sejere skærkvaliteter giver det en mere forudsigelig og sikker bearbejdningsproces. Underkøling giver fordele ved lange overløb, hvor temperaturen ofte er en begrænsende faktor.
Effekten af køling på forskellige materialer
Køleeffekten er størst, når der bearbejdes materialer med lav varmeledningsevne, som f.eks. rustfrit stål og varmebestandige superlegeringer. Køling har også stor indvirkning på klæbende materialer som f.eks. stål med lavt kulstofindhold, aluminium og duplex rustfrit stål.
Forskellige materialers unikke egenskaber mht. bearbejdelighed
Anbefalinger
Brug det rigtige tryk
Kort sagt: Jo mere kølevæsketryk der tilføres, jo bedre værktøjslevetid og spånkontrol opnår man. Men der er dog også undtagelser. I nogle tilfælde kan værktøjslevetiden blive reduceret ved brug af tryk over 100 bar (1450 psi). Lavt skæreolietryk kan forbedre værktøjslevetid og spånkontrol i en vis grad, og et skæreolietryk på 30–80 bar (435–1.160 psi) vil forbedre begge parametre væsentligt.
Undgå for lave temperaturer og løsægsdannelse

For lav temperatur kan forårsage løsægsdannelse på skæret
En for lav temperatur risikerer at forringe værktøjslevetiden, især når der bearbejdes rustfrit stål. Så ender man i området for løsægsdannelse (BUE). Hvis det sker, kan det være nødvendigt at øge temperaturen. Det gøres bedst ved at:
- Øge tilspændingen og hastigheden. Når du bruger indvendig køling, skal du øge skærehastigheden med 30 til 50 procent
- Sluk for kølevæsken, når maskinens o/min.-grænse er nået, hvis der opstår løsægsdannelse ved afstikning til centrum
Fordele ved præcisionskøling i bearbejdningen af aerospace-materialer
Den rolle, kølevæske spiller i bearbejdningen af flydele, har gennemgået noget af... chevron_right
Tørfræsning eller med skærevæske
Fræsning er i sagens natur en proces med afbrydelser. Derfor svinger temperaturen,... chevron_right
Indvendig sporstikning
Lange udhæng og dårlig spånafgang er to udfordringer ved indvendig sporstikning.... chevron_right
Af- og sporstikning
I af- og sporstikning er processikkerhed og produktivitet to vigtige aspekter. Med... chevron_right
