
내경 코너의 밀링 가공
내경 코너의 밀링 가공은 적절한 커터 맞물림 길이와 이송을 특별히 고려해야 합니다.
고려사항
- 내경 코너로 커터를 이송할 경우 반경 방향 맞물림 길이가 증가하고 절삭날에 추가적인 요구 사항이 발생합니다.
- 공정이 불안정해지고 진동이 발생합니다.
- 불안정한 절삭 부하로 코너의 언더커팅이 발생합니다.
- 공구 절삭날이 미세하게 파손되거나 공구 전체가 파손될 위험이 있습니다.
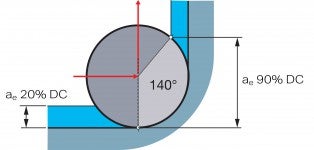
기존의 코너 밀링 가공
코너 반경 = 50% x DC
솔루션 – 맞물림 길이 제한
내경 코너를 밀링 가공할 때 맞물림 길이와 반경 방향 절삭을 줄여 진동 성향을 감소시킴으로써 절입 깊이와 이송을 높이려면 프로그램된 반경(원호 밀링 가공)을 사용하십시오.
- 도면에 표시된 것보다 큰 코너 반경을 밀링하십시오. 황삭 가공에서 더 큰 커터 직경을 사용하여 높은 생산성을 유지할 수 있어 유리할 수 있습니다.
- 또는 더 작은 DC 커터를 사용해 원하는 코너 반경을 밀링하십시오.
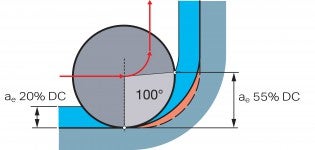
더 큰 가공물 반경의 밀링,
코너 반경 = 75% x DC
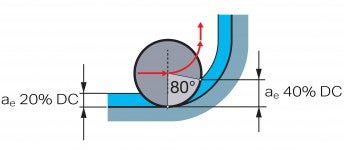
더 작은 커터의 사용,
코너 반경 = 100% x DC
황삭
50% DC의 프로그램된 반경이 최적입니다.
정삭
정삭의 경우 이렇게 큰 반경을 갖는 것이 항상 가능하지는 않습니다. 그러나 커터 직경이 1.5 x 가공물 반경보다 크지 않아야 합니다(예: 코너 반경 10 mm (0.394 inch) = 최대 15 mm (0.591 inch)).
홈 또는 슬롯 밀링 가공
일반적으로 홈 또는 슬롯 밀링 가공에서는 엔드밀 가공보다 사이드 및 평면 밀링을 선호합니다. 슬롯 또는 홈은 짧거나 길거나, 닫혀 있거나 열려... chevron_right
플런지 밀링 가공
성공적인 플런지 밀링 가공이란? 플런지 밀링 가공에서는 절삭이 원주 대신 공구의 끝에서 수행되고, 반경 방향에서 축 방향으로 절삭 부하 방향이... chevron_right
선삭에서 가공물의 품질을 높이는 방법
선삭 가공물의 품질을 높이려면 칩 컨트롤이 고려해야 할 가장 중요한 요소 중 하나입니다. 올바른 절삭 조건을 선택하고 좋은 부품 품질을 위한 적용... chevron_right
스텝 및 챔퍼 드릴링
챔퍼 드릴링 스텝 드릴링 또는 스텝 및 챔퍼 드릴링 챔퍼 드릴링 챔퍼 홀이란? 가공되는 모든 홀들 중 상당수는 챔퍼가 필요하거나 적어도 디버링이... chevron_right
