
밀링 가공을 이용한 홀 확대
원호 램핑 가공이나 원호 밀링 가공을 이용해 기존 홀을 확대할 수 있습니다.
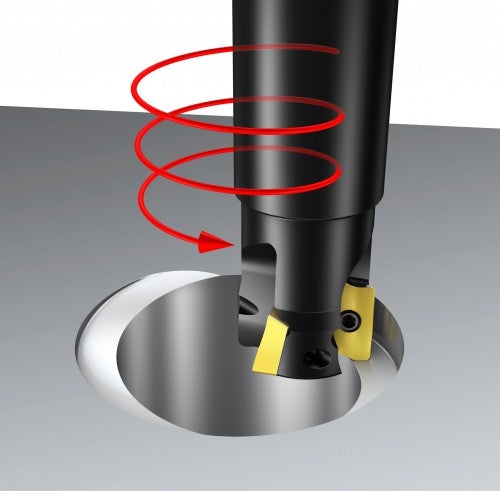
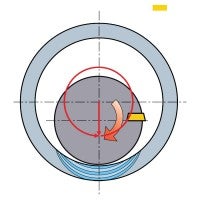
원호 램핑 가공
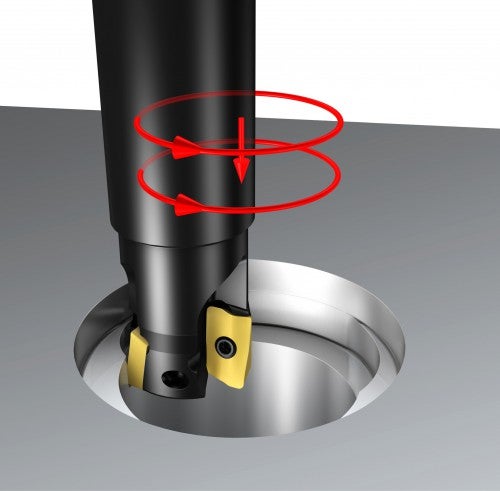
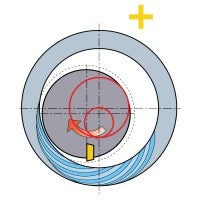
원호 밀링 가공
원호 램핑 가공 – 3축
- 일정한 램핑 가공
- 진입 또는 진출 없음
- 커터가 계속 맞물림
- 램핑 동작 – 바닥 절삭
우선 추천:
- 홀 깊이는 공구의 최대 ap보다 큽니다.
- 최상의 홀 동심도 및 진원도
- 진동에 민감한 작업

원호 밀링 가공 – 2축
원호 밀링 가공은 보링 공구를 사용하는 기존 방법의 대안입니다. 원호 밀링 가공은 대부분의 90도 커터를 원호 공구 경로로 이동해 수행할 수 있습니다.
- 일정한 Z
- 각 레벨마다 진입 및 진출
- 롤인(roll in) 진입을 프로그램해야 합니다.
- 보링 가공의 홀 공차는 원호 밀링 가공의 홀 공차만큼 좋지 않습니다.
- 각 패스마다 스텝 마크
우선 추천:
- 스텝 마크를 방지하려면 공구 경로를 360도 이상으로 프로그램하십시오.
- 하나의 패스만 필요합니다. 높은 ap를 지원하는 커터얕은 홀
- 램핑 기능이 나쁘거나 없음 – 축 방향 지지가 없는 롱에지
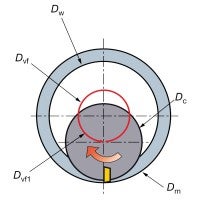
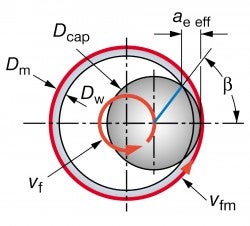
이송 계산
다음 때문에 이송을 감소시켜야 합니다.
- 직선 절삭에 비례해 ae가 증가해 칩이 얇아지는 효과가 감소
- 원주 이송이 공구 중심 이송보다 큼
- Dvf를 기준으로 이송 계산
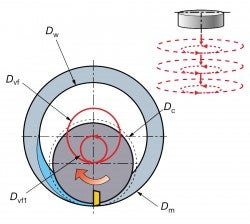
절삭 진입
롤인(roll in) 형태로 진입하면 출구에서 얇은 칩이 발생합니다. 낮은 맞물림 각은 진동을 감소시키고 높은 생산성을 보장합니다.
관련 정보
챔퍼 밀링 가공
챔퍼, V컷, 언더컷, 용접 준비 및 공작물 모서리를 따라 디버링 작업은 자주 수행되는 챔퍼 밀링 작업입니다. 기계 및 셋업 유형에 따라 이 작업을... chevron_right
커터 경로 및 칩 형성
밀링 가공에서 올바른 커터 경로와 칩 형성은 안정적인 절삭날과 향상된 공구 수명을 위해 중요한 요소입니다. 반경 방향에서 밀링 커터의 각 절삭날은... chevron_right
문제 해결
다음 표에는 진동, 칩 걸림, 칩의 재절삭, 불만족스러운 표면 조도, 버 형성, 기계 동력, 공구 마모 등 밀링 문제 해결에 관한 정보가 나와 있습니다. 원인 해결책 진동 약한... chevron_right
평면 밀링
평면 밀링 가공에 포함되는 작업 일반 평면 밀링 가공 고이송 밀링 가공 중절삭 평면 밀링 가공 와이퍼 인서트를 사용한 정삭 일반 평면 밀링... chevron_right
