|
| 원인 |
| 해결책 |
|
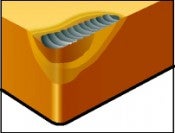
전면 마모
표면 조도 불량을 유발하거나 공차를 벗어나게 만드는 빠른 마모.
|
|
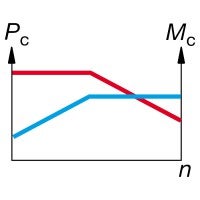
- 너무 높은 절삭 속도
- 불충분한 내마모성
- 너무 낮은 이송 fz
|
|
- 절삭 속도 vc를 감소시키십시오.
- 내마모성이 더 강한 재종을 선택하세요.
- 이송 fz를 증가시키십시오.
|
|
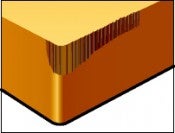
전면 마모
공구 수명을 단축시키는 과도한 마모.
|
|
- 진동
- 칩의 재절삭
- 가공물의 버 형성
- 표면 조도 불량
- 열 발생
- 과도한 소음
|
|
- 이송 fz를 증가시키십시오.
- 하향 밀링을 사용하십시오.
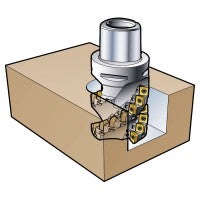
- 압축 공기를 사용해 효과적으로 칩을 배출하십시오.
- 추천 절삭 조건을 확인하십시오.
|
|
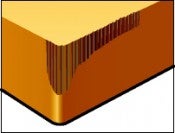
전면 마모
코너를 손상시키는 불균일한 마모.
|
|
- 공구 런아웃
- 진동
- 짧은 공구 수명
- 표면 조도 불량
- 높은 소음 수준
- 너무 높은 반경 방향 힘
|
|
- 런아웃을 0.02 mm (0.0008 inch) 이하로 감소시키십시오.
- 척과 콜릿을 확인하십시오.
- 공구 돌출부를 최소화하십시오.
- 절삭에 맞물리는 절삭날 수를 감소시키십시오.
- 더 큰 공구 직경을 선택하십시오.
- 솔리드 초경 엔드밀과 헤드 교환형 밀링 커터의 경우 헬릭스 값이 더 높은 형상(gp ≥45°)을 선택하십시오.
- 축 방향 절입 깊이(ap)를 하나 이상의 패스로 분할하십시오.
- 이송 fz를 줄이십시오.
- 절삭 속도 vc를 감소시키십시오.
- HSM은 얕은 패스가 필요합니다.
- 공구 및 가공물의 클램핑을 개선하십시오.
|
|
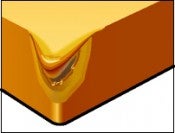
상면 마모
날을 약하게 만드는 과도한 마모. 절삭날 끝부분이 점점 마모되어 표면 조도 불량이 발생합니다.
|
|
- 경사면의 절삭 온도가 너무 높아 발생하는 열확산 마모
|
|
- Al203 코팅 재종을 선택하십시오.
- 포지티브 인서트 형상을 선택하십시오.
- 속도를 줄여 온도를 낮추고 이송을 감소시키십시오.
|
|
소성 변형
절삭날의 소성 변형, 함몰 또는 전면 압흔으로
칩 컨트롤 불량, 표면 조도 불량 및 인서트 파손
발생.
|
|
|
|
- 내마모성이 더 강한(고경도) 재종을 선택하십시오.
- 절삭 속도 vc를 감소시키십시오.
- 이송 fz를 줄이십시오.
|
|
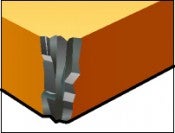
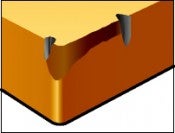
치핑
절삭에 맞물리지 않은 절삭날 부분이 칩 햄머링에 의해 손상되는 현상입니다. 인서트의 위쪽과 지지면이 모두 손상되어 표면 조도 불량과 과도한 전면 마모가 발생할 수 있습니다.
|
|
|
|
- 인성이 더욱 강한 재종을 선택하십시오.
- 절삭날이 더욱 강한 인서트를 선택하십시오.
- 절삭 속도 vc를 증가시키십시오.
- 포지티브 형상을 선택하십시오.
- 절삭 시작에서 이송을 감소시키십시오.
- 안정성을 향상시키십시오.
|
|
치핑
미세한 절삭날 파손으로 표면 조도 불량과
과도한 전면 마모 발생.
|
|
- 너무 깨지기 쉬운 재종
- 너무 약한 인서트 형상
- 구성인선
|
|
- 인성이 더욱 좋은 재종을 선택하십시오.
- 형상이 더욱 강한 인서트를 선택하십시오.
- 절삭 속도 vc를 높이거나 포지티브 형상을 선택하십시오.
- 절삭 시작에서 이송을 감소시키십시오.
|
|
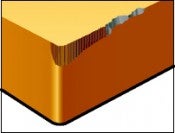
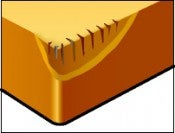
노치 마모
표면 조도 불량과 절삭날 파손을 발생시키는 노치 마모.
|
|
|
|
- 절삭 속도 vc를 감소시키십시오.
- 인성이 더욱 좋은 재종을 선택하십시오.
- 더욱 강한 형상을 사용하십시오.
- 45도에 가까운 절입각도를 사용하십시오.
- 최상의 결과를 위해 원형 인서트를 사용하십시오.
- 가변 ap 방법을 사용해 마모를 지연시키십시오.
|
|
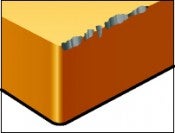
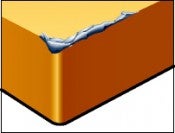
열 균열
온도 변화로 인해 절삭날에 수직으로 발생하는
미세한 균열과 이로 인한 미세한 파손 및 표면 조도 불량.
|
|
|
|
- 열 충격에 대한 저항성이 더 뛰어난 고인성 재종을 선택하십시오.
- 절삭유를 풍부하게 공급하거나 아예 공급하지 않아야 합니다.
|
|
구성인선(BUE)
구성인선으로 인한 표면 조도 불량과 절삭날의 미세한 파손.
|
|
- 너무 낮은 절삭 영역 온도
- 저탄소강, 스테인리스강, 알루미늄 등 점착성이 매우 높은 소재
|
|
- 절삭 속도 vc를 증가시키십시오.
- 더욱 적합한 인서트 형상으로 변경하십시오.
|
|
구성인선(BUE)
가공물 소재가 절삭날에 융착됨.
|
|
- 낮은 절삭 속도 vc
- 저이송 fz
- 네거티브 절삭 형상
- 표면 조도 불량
|
|
- 절삭 속도 vc를 증가시키십시오.
- 이송 fz를 증가시키십시오.
- 포지티브 형상을 선택하십시오.
- 오일 미스트 또는 절삭유를 사용하십시오.
|