
플런지 밀링 가공
성공적인 플런지 밀링 가공이란?
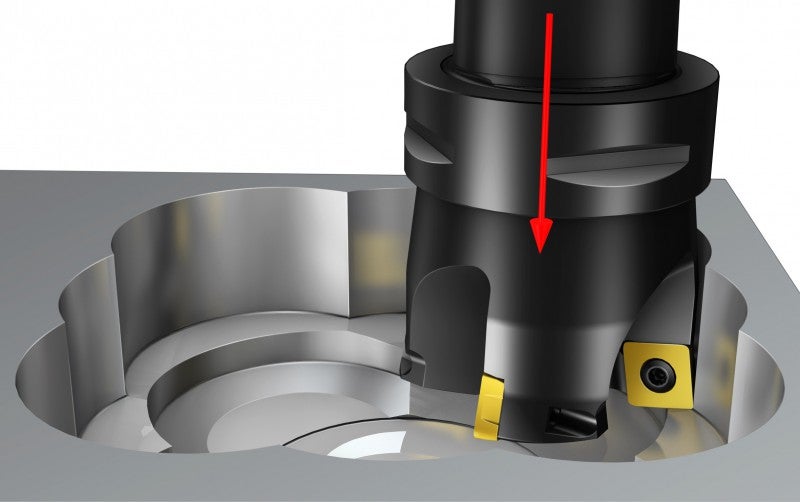
플런지 밀링 가공에서는 절삭이 원주 대신 공구의 끝에서 수행되고, 반경 방향에서 축 방향으로 절삭 부하 방향이 변경되면서 유리해집니다. 일반적으로 플런지 밀링 가공은 진동 때문에 측면 밀링 가공이 불가능할 때 대안으로 사용되는 방법입니다.
예:
- 공구 오버행이 4 x DC보다 클 때
- 안정성이 나쁠 때
- 코너의 준정삭
- 티타늄 등의 난삭재
기계 동력이나 토크가 제한 사항일 때도 대안으로 사용할 수 있습니다.
주의: 유리한 조건에서는 낮은 금속 제거율 때문에 플런지 밀링 가공이 우선 추천되지 않습니다.
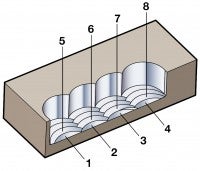
공구 선택
커터 선택은 주로 직경에 의해 결정됩니다.
플런지 드릴링
드릴링 공구를 사용한 플런지 가공은 최대 약 DC = 35 mm에서 더욱 효과적입니다(드릴링 가공 참조).
플런지 밀링 가공 적용 방법
절삭 공정
플런지 밀링 가공은 기존의 밀링 가공과 크게 다릅니다. 절삭할 때 원주 대신 공구의 끝을 사용해 반경 방향에서 축 방향으로 절삭 부하의 방향을 유리하게 바꿉니다. 이는 단속 절삭을 이용하는 보링 가공에 비교할 수 있습니다.
동력 소비와 소음이 낮습니다.
플런지 밀링 가공 = 단속 보링 가공.
축 방향 절삭 부하 발생.
기존 밀링 가공.
주로 반경 방향 부하 발생.
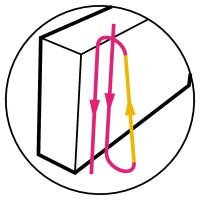

= 테이블 이송 프로그램

= 급 이송
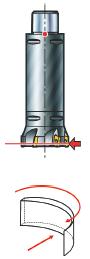
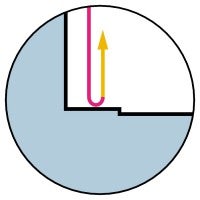
복귀 스트로크에서 재절삭을 방지하십시오. 플런지 깊이를 점차적으로 줄이십시오.
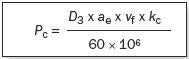
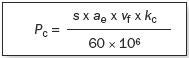
동력 소비 계산.
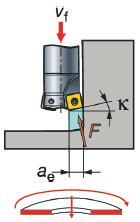
플런지 밀링 가공의 이송
| 플런지 밀링 가공의 이송 | ||
| 인서트 크기 | 오버행 < 3xDC | 오버행 > 3xDC |
| 9 | fz = 0.15 (0.10 - 0.20) | fz = 0.10 (0.08 – 0.15) |
| 14 | fz = 0.20 (0.10 - 0.25) | fz = 0.15 (0.10 - 0.20) |
오버사이즈 커터 L ≤ 3xDC
| iC | 최대 ae |
| 9 | 8 |
| 14 | 13 |
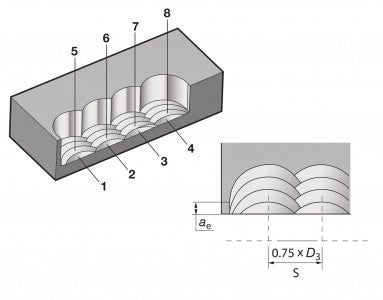
s = 75% DC
오버사이즈 커터 L ≥ 3xDC
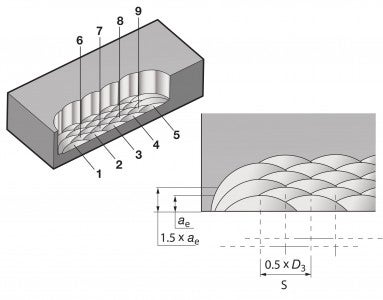
| iC | 최대 ae |
| 9 | 7 |
| 14 | 12 |
s = 50% DC
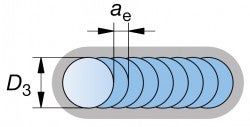
ae = 인서트의 최대값
측면 스텝 s = X % DC
* S는 공구 오버행입니다.
플런지 밀링 가공 정보
- 수평 기계는 칩 배출을 용이하게 합니다.
- 하단부터 밀링을 시작하십시오.
- 칩 배출을 용이하게 하려면 절삭유나 압축 공기를 사용하십시오.
- 기존 방법에 비해 플런지 밀링 가공에는 더 낮은 날당 이송이 필요합니다.
- 하나 이상의 날이 맞물리는지 확인하십시오.
- 엑스트라 크로스 피치 커터를 사용하십시오.
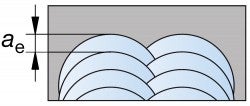
- 인서트 크기에 따라 최대 ae를 사용하십시오.
- 옆으로 이동할 때 s = 0.75 x DC를 사용하십시오.
- 진동을 최소화하려면 점진적으로 플런지 깊이를 감소시키십시오.
- "후크 프로그램"을 사용해 복귀 스트로크에서 재절삭을 방지하십시오. 절삭이 끝날 때 벽으로부터 1 mm 이동하십시오.
- 주의: 복귀 중 재절삭이 진동을 유발할 수 있기 때문에 드릴링 사이클은 권장되지 않습니다.
- 항상 후속 정삭 가공을 위해 일정한 스톡을 남겨 놓으십시오.
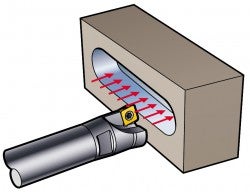
슬롯
- 플런지 가공은 깊고 막힌 슬롯을 가공하기 위한 효과적인 방법입니다.
- 칩 배출은 필수적입니다. 이 공정에서는 수평 셋업과 절삭유 또는 압축 공기의 사용이 도움이 됩니다.
- 드릴은 최상의 칩 배출과 최고의 스텝오버 속도를 제공하기 때문에 깊고 좁은 슬롯에서 권장됩니다..
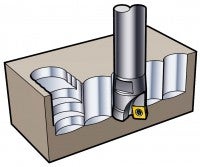
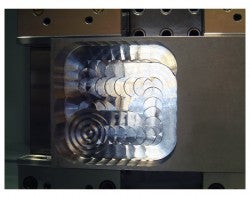
캐비티/포켓
- 막힌 슬롯과 마찬가지로 칩 배출이 중요합니다.
- 수평 셋업과 절삭유 또는 압축 공기를 사용하십시오.
- 시작 홀을 최대한 크게 드릴링해 칩 배출을 더욱 개선할 수 있습니다. 1.5 x DC가 권장됩니다.
- 처음 두 플런지 스텝에서는 이송을 줄이십시오.
- 옆으로 이동하고 풀 슬롯 가공을 방지하십시오.
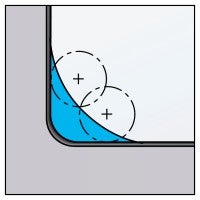
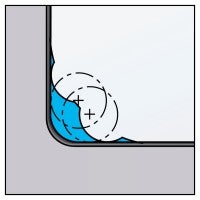
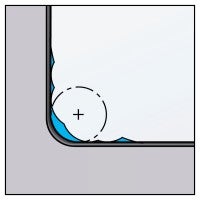
코너
깊은 90도 코너에서 황삭 가공 후 남은 스톡을 플런지 밀링(잔삭 밀링)하면 유리합니다.
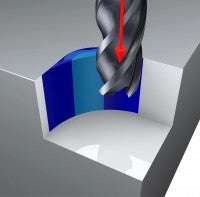
DC = 12.7 mm
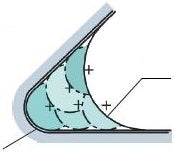
시작 반경 = 16 mm
끝 반경 = 6 mm
코너 가공
내경 코너의 밀링 가공
내경 코너의 밀링 가공은 적절한 커터 맞물림 길이와 이송을 특별히 고려해야 합니다. 고려사항 내경 코너로 커터를 이송할 경우 반경 방향 맞물림... chevron_right
프로파일 밀링
프로파일 밀링은 일반적인 밀링 가공입니다. 반경이 있는 원형 인서트 및 공구는 황삭 및 준황삭에 사용되는 밀링 커터이며, 볼 노즈 엔드밀은 정삭... chevron_right
평면 밀링
평면 밀링 가공에 포함되는 작업 일반 평면 밀링 가공 고이송 밀링 가공 중절삭 평면 밀링 가공 와이퍼 인서트를 사용한 정삭 일반 평면 밀링... chevron_right
홀 및 캐비티/포켓의 밀링 가공
2축 선형 램핑 가공 원호 램핑 가공 홀 확대 원호 외경 밀링 가공 또는 램핑 가공 플런지 밀링 가공 펙 밀링 가공 슬라이싱 방법 예각... chevron_right
