
슬라이싱 및 트로코이드 밀링 가공

슬라이싱과 트로코이드 밀링 가공은 원래 고경도 강, ISO H 및 HRSA 소재, ISO S 같은 난삭재의 황삭 및 준황삭 가공을 위해 개발되었지만, 특히 진동에 민감한 작업에서 다른 소재에도 사용할 수 있습니다.
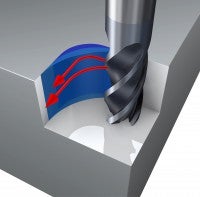
트로코이드 밀링 가공은 주로 슬롯 가공에 사용됩니다.
슬라이싱은 보통 코너의 준황삭 가공에 사용됩니다.
두 방법 모두 매우 안정적이고 생산적인 것으로 입증되었습니다.
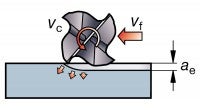
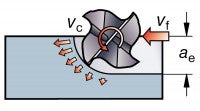
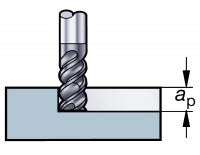
슬라이싱과 트로코이드 밀링 가공은 다음과 같은 특성을 갖는 작은 반경 방향 절입 깊이 ae에 기반을 둡니다.
- 안정성에 대한 요구가 적고 큰 절입 깊이 ap를 지원하는 낮은 반경 방향 절삭 부하를 발생시킵니다.
- 한 번에 하나의 날만 절삭에 참여해 진동 성향이 최소화됩니다.
- 짧은 접촉 시간 덕분에 절삭 영역의 열이 감소해 더 높은 절삭 속도를 사용할 수 있습니다.
- 작은 칩 두께 hex를 발생시키지만, 고이송 fz가 가능합니다.
공구 선택
슬라이싱은 작은 반경 방향 절입 깊이 ae와 큰 축 방향 절입 깊이 ap가 결합된 롱에지 커터와 함께 사용할 수도 있습니다.
슬라이싱 및 트로코이드 밀링 가공 적용 방법
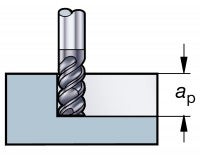
슬라이싱은 더 높은 절삭 속도 vc와 축 방향 절삭 ap을 사용하지만, 작은 반경 방향 맞물림 ae와 날당 이송 fz만 가능합니다. 그 이유는 다음과 같습니다.
- 인자 얇은 칩 두께작은 맞물림 길이
- 영향 절삭 부하/휨 감소절삭 영역의 온도 감소
- 장점 더 깊은 축 방향 절삭더 높은 속도
트로코이드 밀링적용 영역
진동이 문제가 될 때 슬롯 가공을 위한 탁월한 방법입니다. 또한 캐비티, 포켓, 홈의 황삭 밀링 가공에도 적합합니다.정의
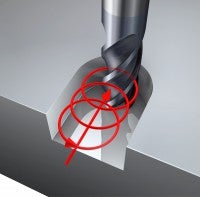
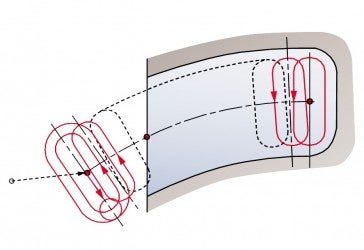
트로코이드 밀링 가공은 동시에 진행하는 운동을 포함하는 원호 밀링 가공으로 정의될 수 있습니다. 커터는 반경 방향으로 연속적인 나선형 공구 경로를 따라 반복적으로 소재의 "슬라이스"를 제거합니다.
이 가공법에는 특수한 프로그래밍과 공작 기계 기능이 필요합니다.
공구는 롤인(roll in) 형태로 진입하고 롤아웃(roll out) 형태로 진출하도록 프로그램되고 반경 방향 피치 w는 낮게 유지합니다. 즉,
- 맞물림 길이를 제어해 낮은 절삭 부하가 발생하기 때문에 높은 축 방향 절입 깊이가 가능합니다.
- 전체 절삭날 길이를 이용하기 때문에 열과 마모가 균일하게 분산되어 기존의 슬롯 밀링 가공보다 공구 수명이 길어집니다.
- 짧은 맞물림 길이 덕분에 날수 많은 공구를 사용할 수 있어 높은 테이블 이송과 안정적인 공구 수명을 보장합니다.
- 최대 반경 방향 절입 깊이 ae는 커터 직경의 20%를 넘으면 안 됩니다.
ap ≤ 2 x Dc
ae = 작음
vf = 높음
vc = 기존 방법에 비해 최대 10배
2 x Dc보다 작은 홈 폭
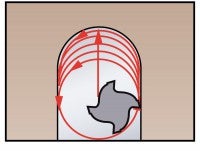
공구는 홈이나 프로파일을 생성하기 위해 반경 방향으로 이송되는 연속적인 나선형 경로로 프로그램됩니다. 이송은 일정하고 반경 방향 절삭은 연속적으로 변합니다. 공구는 가공 시간의 50% 동안 절삭 범위 밖에 있습니다.고려사항
1) 반경 방향 절삭은 계속해서 변하고, 최대 절입에서 프로그램된 스텝 오버 w보다 높습니다.
2) 커터 직경을 70% 미만의 슬롯 폭 비율로 유지하고 반경 방향 피치 w를 Dc의 10% 미만으로 유지하는 것이 중요합니다.
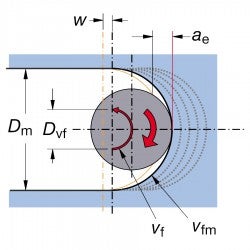
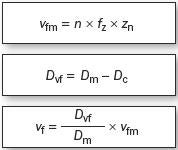
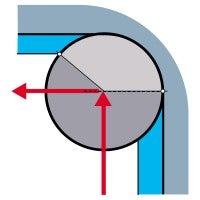
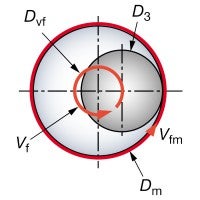
3) 이송은 일정하지만, 공구 중심 이송 vf는 원주 이송 vfm과 다릅니다. 이송을 공구 중심을 기준으로 프로그램할 경우 원주 이송을 계산해야 합니다.
절삭 매개변수
- 최대 커터 직경Dc = 70% 슬롯 폭
- 스텝 오버w = 최대 10% Dc
- 반경 방향 절삭 최대ae = 20% Dc
- 축 방향 절삭ap = 최대 2 x Dc
- 날당 시작 이송fz = 0.1 mm
프로그램된 이송 vf 계산
트로코이드 밀링 가공 적용 정보
트로코이드 밀링 가공은 12 mm 공구가 8 mm 공구를 대체하기 때문에 기존의 슬롯 가공이나 플런지 가공에 비해 더욱 안정적인 공정을 제공하고 공구 수명이 증가하며 툴링 비용이 감소합니다.2 x Dc보다 넓은 홈
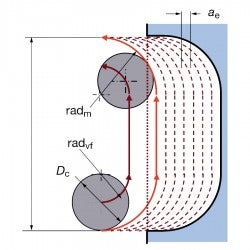
가공 시간의 50% 동안 공구가 절삭 범위 밖에 있는 좁은 홈을 위해 프로그램된 경우처럼 홈이 넓어지면서 연속적인 나선형 경로를 최적화할 수 있습니다.
- 롤인(roll in) 형태로 진입 – 프로그램된 반경(radm) = Dc의 50%.
- ae = 0.1 x Dc인 G1.
- 롤아웃(roll out) 형태로 진출 – 프로그램된 반경(radm) = Dc의 50%.
- 다음 시작 위치로 빠르게 이동.
- 사이클 반복.
슬라이싱 – 코너 밀링
적용 영역
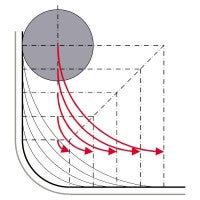
슬라이싱은 이전 작업에서 사용한 큰 공구로는 접근할 수 없는 코너 밀링에 사용되는 준황삭 가공법입니다.정의
트로코이드 밀링 가공과 달리, 반경 방향 절삭이 0에서 시작해 중간에 최대까지 올라갔다가 다시 0으로 떨어지기 때문에 롤인(roll in) 형태로 진입하거나 롤아웃(roll out) 형태로 진출할 필요가 없습니다.
여러 패스가 연속적으로 소재를 제거해 일관된 낮은 반경 방향 절입/맞물림 각과 낮은 절삭 부하를 보장합니다.고려사항:
코너에서 이송률 감소:
- 모든 반경 방향 윤곽 가공과 마찬가지로, 공구 중심 이송 vf를 이용해 프로그램할 경우 일정한 날당 이송을 유지하기 위해 공구 원주 이송 vfm에 비해 이송률을 감소시켜야 합니다.
- 커터 직경 대 코너 반경의 관계에 따라 절입 깊이가 너무 커져서 직선 절삭과 동일한 고이송에서 수행하지 못할 수 있습니다.
- 그러나 프로그램된 커터 경로 직경 Dvf와 홀 직경 Dm 간의 비율이 완성된 코너 반경으로 갈수록 계속 증가하기 때문에 각 패스마다 이송을 계속 감소시켜야 합니다.
- 공정이 불안정해지고 진동이 발생합니다.
- 내경 코너의 성공적인 밀링 가공을 위해서는 동적 안정성과 공구 중심 이송 감소 제어가 우수한 가공 기계가 필수적입니다.
슬라이싱
기존 방법

Dvf 및 vf는 각 패스마다 계속해서 감소합니다.
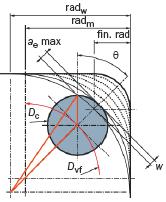
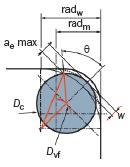
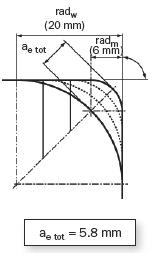
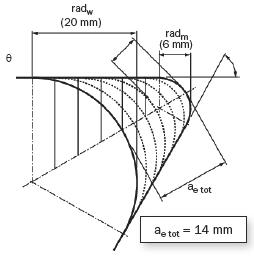
w = 반경 방향 스텝 오버
radm = 가공물 끝 반경
radw = 가공물 시작 반경
동일한 시작 및 끝 반경을 위해 필요한 패스 수는 코너 각도에 따라 달라집니다. 각도가 60˚보다 작은 코너의 경우 플런지 드릴을 사용한 플런지 밀링 가공이 좋은 솔루션이 될 수 있습니다.코너 각도
평면 밀링
평면 밀링 가공에 포함되는 작업 일반 평면 밀링 가공 고이송 밀링 가공 중절삭 평면 밀링 가공 와이퍼 인서트를 사용한 정삭 일반 평면 밀링... chevron_right
홈 또는 슬롯 밀링 가공
일반적으로 홈 또는 슬롯 밀링 가공에서는 엔드밀 가공보다 사이드 및 평면 밀링을 선호합니다. 슬롯 또는 홈은 짧거나 길거나, 닫혀 있거나 열려... chevron_right
홀 및 캐비티/포켓의 밀링 가공
2축 선형 램핑 가공 원호 램핑 가공 홀 확대 원호 외경 밀링 가공 또는 램핑 가공 플런지 밀링 가공 펙 밀링 가공 슬라이싱 방법 예각... chevron_right
프로파일 밀링
프로파일 밀링은 일반적인 밀링 가공입니다. 반경이 있는 원형 인서트 및 공구는 황삭 및 준황삭에 사용되는 밀링 커터이며, 볼 노즈 엔드밀은 정삭... chevron_right
