
밀링 프로그래밍
중심선 또는 원주 이송
기계는 중심선 이송 vf(반경 보정 없음)나 원주 이송 vfm(반경 보정 있음)을 위해 설계됩니다.
(반경 보정이 없는 기계에서) 기계에 중심선 이송이 필요하지만 대신 원주 이송을 프로그램한 경우 fz 값이 너무 높아져 인서트가 파손될 위험이 있습니다.
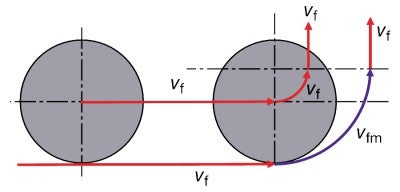
중심선 vf 또는 원주 이송 vfm.
중심선 이송 프로그래밍
생성된 NC 코드가 원주 대신 커터의 중심을 프로그램합니다.
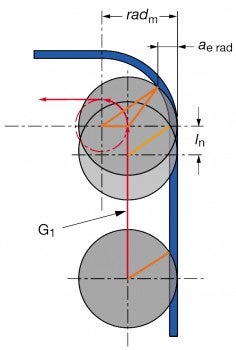
직선 절삭(G1)의 경우 가공물 벽의 이송 vfm은 프로그램된 이송 vf와 동일한 반면 반경(G2) 주위의 원주 이송은 공구 중심 이송보다 높습니다. 따라서 날당 이송 fz를 유지하려면 테이블 이송 vf를 줄여야 합니다.
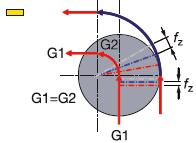
중심선 이송을 줄이지 않으면
코너에서 fz가 증가합니다.
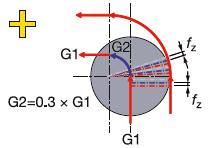
중심선 이송 감소.
중심선 이송 감소
감소 계수는 표에서 확인할 수 있고, 다음에 따라 달라집니다.
- 가공물 반경에 대한 절삭 직경 – DC/radm
- 반경 방향 절입 – ae/DC
| k코너 이송의 감소 계수 값() | ||||||||||
| DC/radm | ae/DC | |||||||||
| 0.05 | 0.15 | 0.25 | 0.35 | 0.45 | 0.55 | 0.65 | 0.75 | 0.85 | 0.95 | |
| 2.00 | 0.22 | 0.34 | 0.40 | 0.45 | 0.48 | 0.53 | 0.60 | 0.67 | 0.75 | 0.86 |
| 1.80 | 0.30 | 0.34 | 0.42 | 0.46 | 0.50 | 0.53 | 0.60 | 0.67 | 0.75 | 0.86 |
| 1.60 | 0.44 | 0.42 | 0.44 | 0.49 | 0.53 | 0.56 | 0.60 | 0.67 | 0.75 | 0.86 |
| 1.40 | 0.55 | 0.54 | 0.54 | 0.54 | 0.56 | 0.59 | 0.62 | 0.67 | 0.75 | 0.86 |
| 1.20 | 0.63 | 0.64 | 0.64 | 0.62 | 0.62 | 0.65 | 0.63 | 0.71 | 0.75 | 0.86 |
| 1.00 | 0.71 | 0.72 | 0.72 | 0.73 | 0.74 | 0.62 | 0.77 | 0.79 | 0.83 | 0.86 |
| 0.80 | 0.78 | 0.79 | 0.79 | 0.80 | 0.82 | 0.83 | 0.85 | 0.87 | 0.89 | 0.94 |
| 0.60 | 0.84 | 0.85 | 0.86 | 0.86 | 0.87 | 0.88 | 0.90 | 0.91 | 0.93 | 0.96 |
| 0.40 | 0.90 | 0.90 | 0.91 | 0.92 | 0.92 | 0.93 | 0.94 | 0.95 | 0.96 | 0.98 |
| 0.20 | 0.95 | 0.96 | 0.96 | 0.96 | 0.96 | 0.97 | 0.97 | 0.98 | 0.98 | 0.99 |
코너 앞에서 이송 감소
특히 고속에서 밀링 가공할 때 코너에 도달하기 전에 이송을 줄여야 합니다.
커터가 여전히 G1 선의 끝을 향해 직선으로 이송 중이기 때문에 맞물림 길이가 증가하기 시작합니다. 따라서 코너에 도달하기 전에 이송을 줄여야 합니다(예: 50% x DC인 ln 범위 내에서).
최첨단 "look-ahead" 기능이 있는 기계는 이송률의 변화를 자동으로 관리합니다.
멀리서 이송 감소:
ln = 50% DC
슬라이싱 방법
슬라이싱과 트로코이드 밀링 가공은 원래 고경도 강, ISO H 및 HRSA 소재, ISO S 같은 난삭재의 황삭 및 준황삭 가공을 위해 개발되었지만,... chevron_right
다양한 소재의 밀링 가공
강의 밀링 가공 강의 가공성은 합금 성분, 열처리 및 제조 공정(단조, 주조 등)에 따라 달라집니다. 연성의 저탄소강은 가공물의 구성인선과 버... chevron_right
평면 밀링
평면 밀링 가공에 포함되는 작업 일반 평면 밀링 가공 고이송 밀링 가공 중절삭 평면 밀링 가공 와이퍼 인서트를 사용한 정삭 일반 평면 밀링... chevron_right
플런지 밀링 가공
성공적인 플런지 밀링 가공이란? 플런지 밀링 가공에서는 절삭이 원주 대신 공구의 끝에서 수행되고, 반경 방향에서 축 방향으로 절삭 부하 방향이... chevron_right
