
Sorvausjyrsintä
Mitä on sorvausjyrsintä?
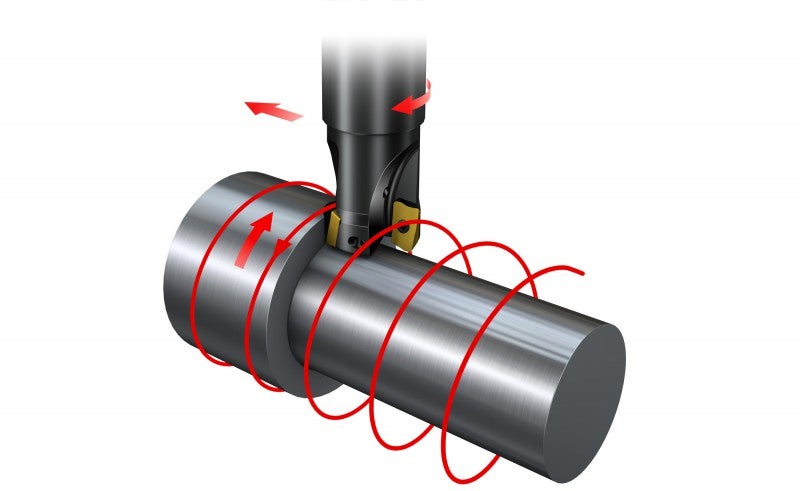
Sorvausjyrsintä määritellään koneistusmenetelmäksi, jossa jyrsitään kaaripintaa samalla kun työkappale pyörii keskiönsä ympäri.
Sorvausjyrsimällä voidaan usein koneistaa epäkeskisiä muotoja, jotka poikkeavat huomattavasti perinteisellä jyrsinnällä tai sorvaamalla valmistettavista kappaleista. Menetelmän etuna on suuri lastuvirta ja erinomainen lastunhallinta.
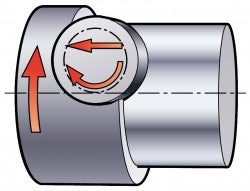
- Lieriöpinnan koneistaminen vaatii jyrsimen syöttämistä radiaalisuunnassa
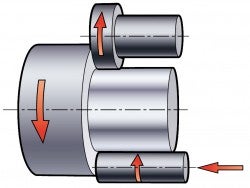
- Syöttämällä jyrsintä yhtä aikaa kahteen suuntaan voidaan koneistaa epäkeskisiä muotoja, esim. akseleiden nokkia
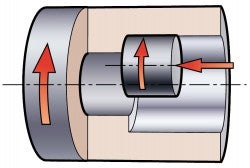
- Jyrsimen ajaminen useammalla kuin 2 akselilla vaatii kykyä vinoon syöttöön
- Kartiomuodon koneistaminen vaatii 5 liikeakselia
- Monimutkaisten muotojen, kuten turbiinisiipien, sorvausjyrsintä vaatii 5 (tai 4) yhtä aikaa liikkuvaa akselia: 2 tai 3 työkappaleelle ja 1 tai 2 jyrsimelle
- Turbiinisiipien tapaisia kappaleita voidaan koneistaa syöttämällä jyrsintä useammalla kuin 2:lla akselilla ja pyörittämällä samalla kappaletta
Sorvausjyrsintäprosessin valinta
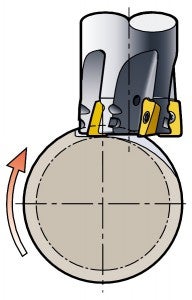
Sorvausjyrsintä otsajyrsimällä – 4/5 akselia
Päämenetelmä ulkopuoliseen koneistukseen.
+ Lyhyt vapaapituus
+ Pienempi työkalun halkaisija/pieni vääntömomentti
+ Ulkopuoliset muodot/hoikat työkappaleet
+ Muotojen koneistus
− Ei luonnollinen sylinteripinta
− Sisäpuolisesti
Sorvausjyrsintä kehäjyrsimällä – 3/4 akselia
Samat periaatteet kuin nousuinterpolaatiossa (sisä-/ulkopuolisessa), mutta sorvausjyrsinnässä sekä työkappaletta että jyrsintä pyöritetään.
Käytetään lähinnä sisäpuolisten muotojen koneistukseen.
+ Sisäpuolinen koneistus
+ Lieriöpinta
+ Kapeat urat
+ Kierrejyrsintä
+ Pyöreys
− Muotojen koneistus
− Isot halkaisijat/iso vääntömomentti
− Pitkä vapaapituus
Sorvausjyrsintä – käyttö
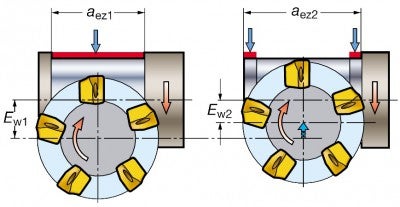
Jyrsimen paikoitus – nelikulmaiset terät/wiper
Jyrsimen paikoitus
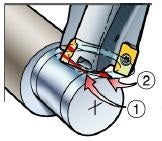
Lastuamisleveys
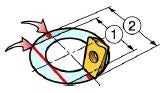
1 = ensimmäinen kierros
2 = toinen kierros
Sorvausjyrsinnässä otsajyrsinnällä työkappaleen lieriöpinta koneistetaan jyrsimen otsapinnan yhdellä wiper-terällä, joka samalla on ainoa kappaletta aksiaalisuunnassa lastuava terä.
Koska jyrsitty pinta on kupera, wiper-viisteen on oltava tasainen eikä pyöristetty. Jyrsimen koko leveyden kattamiseksi sille pitää ohjelmoida vähintään kaksi offset-arvoa, ensin Ew1 työkappaleen ensimmäisen kierroksen ajaksi, jonka jälkeen voimaan tulee Ew2 toista kierrosta varten.
Jyrsimen paikoitus – pyöreät terät/ei wiper
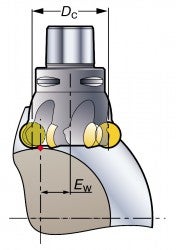
Mahdollisimman tasomaisen pinnan koneistaminen onnistuu parhaiten käyttämällä pienihalkaisijaista jyrsintä, jonka lastuamisleveys, ae, on alle 40 % tehollisesta halkaisijasta, DC.
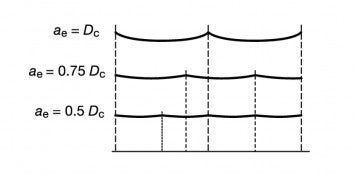
Lastuamisleveyttä, ae, on kuitenkin kasvatettava tuottavuuden optimoimiseksi. Tämä onnistuu kasvattamalla
- jyrsimen halkaisijaa
- lastuamisleveyden ja halkaisijan suhdetta – ae/DC
Hyväksyttävän profiilinsyvyyden saamiseksi jyrsin on paikoitettava keskiöstä sivuun. Offset-mitta riippuu lastuamisleveydestä, ae, ja se määritetään oheisesta kaaviosta lastuamisleveyden ja halkaisijan suhteen ae/DC.
Offset ja kosketusleveys
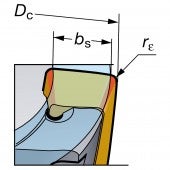
Wiper-viisteen leveys
Lastuamisleveys
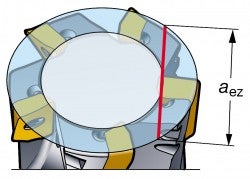
Jos jyrsittävä pinta on jyrsijän halkaisijaa leveämpi, tarvittava alue lastutaan ensimmäisellä asetuksella syöttäen jyrsintä aksiaalisuunnassa tarvittavaan pituuteen, joka kuitenkin on korkeintaan 80 % kierroskohtaisesta arvosta aez1. Jos tarvitaan 90°:n olake, jyrsin siirretään asentoon, Ew2.
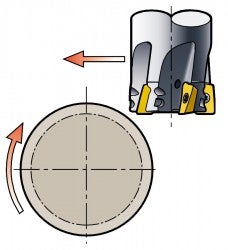
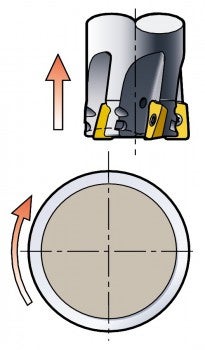
Syöttöperiaate
Sorvausjyrsinnässä jyrsimen tulee lähestyä työkappaletta radiaaliliikkeellä. Kappaleen pyörimisnopeus on sovitettava teräkohtaiseen syöttösuositukseen. Jyrsin irrotetaan aksiaalisella liikkeellä.
Kulmajyrsintä
Erilaisia kulmajyrsintätöitä ovat esim: Kulma-/tasojyrsintä Sivujyrsintä/kehäjyrsintä Ohuiden... chevron_right
Sisäsorvaus
Sisäsorvauksessa koneistetaan työkappaleen sisähalkaisija. Sisäsorvauksen yleisimpiä... chevron_right
Uranjyrsintä
Uranjyrsintään käytetään usein mieluummin kiekkojyrsimiä kuin varsijyrsimiä. Uria... chevron_right
Ulkosorvaus
Ulkosorvauksessa koneistetaan työkappaleen ulkohalkaisija. Ulkosorvaus on yleisimpiä... chevron_right
