
Pinnan työstö jyrsinnässä
Jyrsinnässä pinta työstetään aksiaalisesti, radiaalisesti tai muotojyrsimällä riippuen käytetystä jyrsimestä ja prosessista.
Aksiaalisesti koneistettu pinta
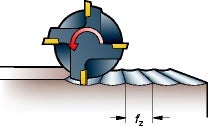
Jyrsitty pinta toistaa terän alaosan muodon. Säteellinen (RE) terä lastuaa aaltomaista pintaa, jonka aaltojen koko riippuu säteestä ja syötöstä.
Tasoviisteellisillä terillä (BS) saadaan tasainen pinta. Pinnankarheuden määrää aksiaalitoleranssista ja jyrsimen heitosta riippuen alimmaksi asetettu terä.
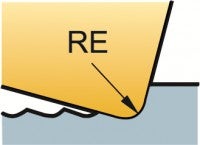
Nirkonsäde (RE)
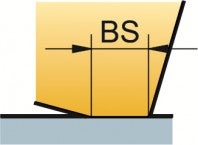
Tasoviiste (BS)
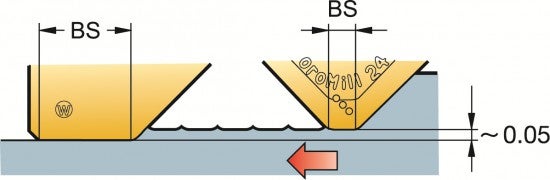
Hyvän pinnankarheuden saamiseksi on varmistettava, että kierroskohtainen syöttö (fn = fz x zn) on alle 80 % tasoviisteen leveydestä BS.
Suurilla jyrsimillä (ja tiheäjakoisilla jyrsimillä) terämäärä ja kierroskohtainen syöttö kasvaa, jolloin tasoviisteen (BS) on oltava myös suurempi. Heti kun kierroskohtainen syöttö on suurempi kuin tasoviisteen leveys, jyrsimen aksiaaliheitto alkaa vaikuttaa pinnankarheuteen.
Paras pinnankarheus saadaan:
- Wiper-terillä tai terillä, joiden BS on vähintään 25 % isompi kuin fn
- Hienotyöstössä cermet-terillä
- Estämällä lastujen hitsautuminen lastuamisnesteen avulla
Wiper-terät
Suurilla halkaisijoilla voidaan viimeistellä pitkällä tasoviisteellä tai wiper-nirkolla. Wiper asetetaan alemmaksi kuin vakioterä, jolloin se lastuaa lopullisen pinnan. Maksimisyöttö (fn) ei saa olla enemmän kuin 80 % BS:stä.
Pyöreät terät
Pyöreät terät tai suuri nirkonsäde ovat erittäin tuottavia, mutta niillä ei saada hyvää pinnankarheutta. Mitä suurempi jyrsimen halkaisija on, sitä huonompi pinnankarheudesta tulee.
Radiaalisesti koneistettu pinta
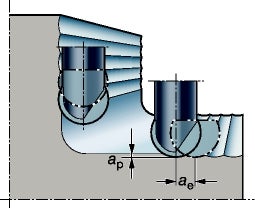
Varsi-, kulma- tai kiekkojyrsin koneistaa pinnan radiaalisesti. Tällöin jyrsimen kylkipinta koneistaa pinnan. / Toisin sanoen pinnan työstää jyrsimen kylki.
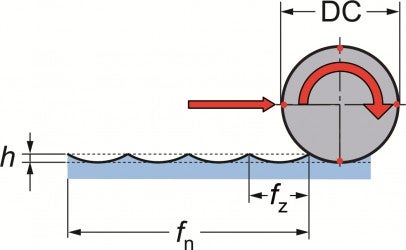
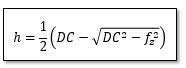
Kukin terä jättää aaltomuodon (h), jossa aallon leveys on sama kuin hammassyöttö, fz, ja syvyyden määrää jyrsimen halkaisijan ja fz:n suhde. Aaltokuvio on teoriassa erittäin pieni.
Muotojyrsitty pinta
Sädevarsijyrsimellä saadaan muotojyrsitty pinta.
Sorvausjyrsintä
Mitä on sorvausjyrsintä? Sorvausjyrsintä määritellään koneistusmenetelmäksi, jossa... chevron_right
Työstörata ja lastunmuodostus
Oikea työstörata ja lastunmuodostus ovat jyrsinnässä tärkeitä tekijöitä, joilla voidaan... chevron_right
Eri materiaalien jyrsintä
Teräksen jyrsintä Eri teräslajien lastuttavuus poikkeaa toisistaan riippuen seosaineista,... chevron_right
Kulmajyrsintä
Erilaisia kulmajyrsintätöitä ovat esim: Kulma-/tasojyrsintä Sivujyrsintä/kehäjyrsintä Ohuiden... chevron_right
