
Mitä on onnistunut jyrsintä?

Kun jyrsintäsovellusten onnistuneita tuloksia arvioidaan, ne riippuvat suuresti useista avaintekijöistä, kuten prosessin ja komponenttien ominaisuuksista, rouhinnasta vs. viimeistelystä, tuottavuusvaatimuksista verrattuna komponentin laatuun (eli mittatarkkuudesta, geometrisesta muodosta ja hallituista pinnankarheuksista) sekä prosessin kyvykkyydestä, jonka mukaan asiakas on etusijalla. Onnistunut jyrsintätulos on kuitenkin sellainen, joka täyttää laatuvaatimukset optimoidulla, ennustettavalla, tuottavalla ja turvallisella toistuvalla prosessilla.
Jyrsintä on kehittynyt menetelmäksi, jolla voidaan koneistaa hyvin monenlaisia toimintoja. Perinteisten sovellusten lisäksi jyrsintä on hyvä vaihtoehto reikien, kierteiden, onteloiden ja pintojen tuottamiseen, joita aiemmin sorvattiin, porattiin tai kierteitettiin.
Erilaisia jyrsintävaiheita
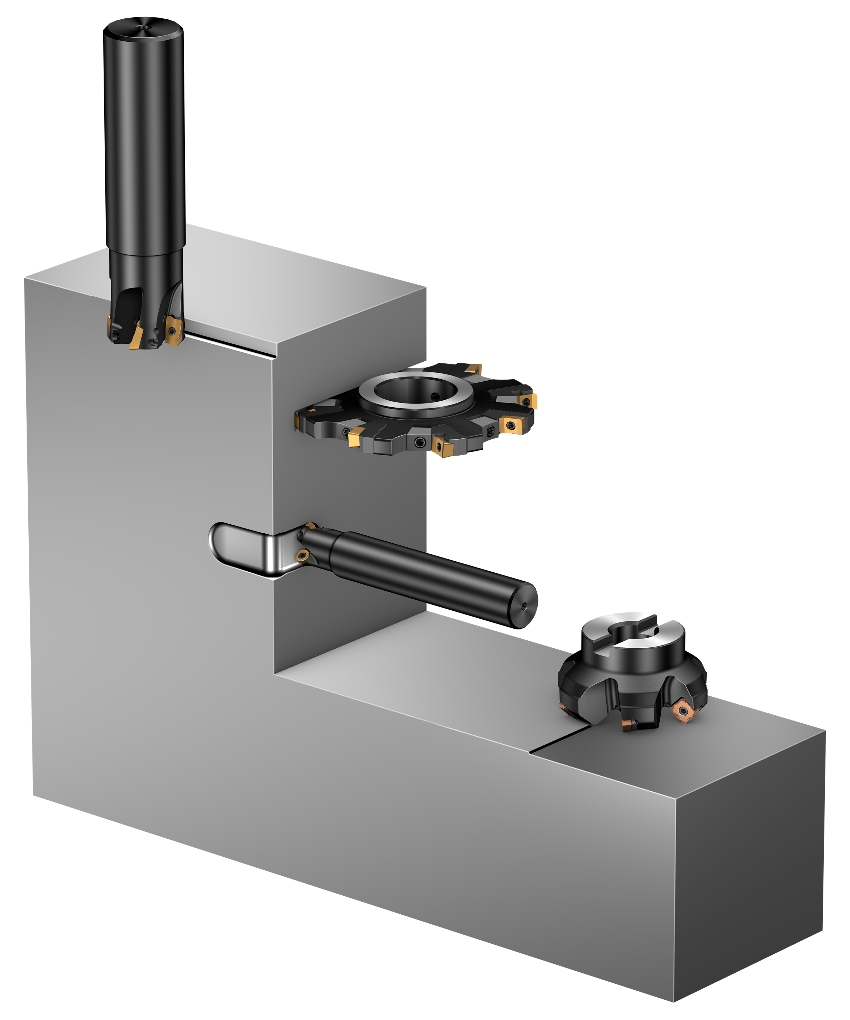
- Kulmajyrsintä
- Tasojyrsintä
- Muotojyrsintä
- Urajyrsintä ja katkaisu
- Viistejyrsintä
- Sorvausjyrsintä
- Hammaspyörien koneistus
- Reiät ja onkalot/ taskut
Jyrsintää koskevia alustavia huomioita
1. Jyrsitty kokoonpano

Jyrsittävät ominaisuudet on harkittava tarkkaan. Ne voivat sijaita syvällä, vaatia pitkiä työkaluja tai sisältää keskeytyksiä ja sulkeumia. Työkalun valintaa ohjaavat erilaiset vaatimukset, jotka koskevat työkalun konseptia, tehokkaita hampaita, lastuamisnesteen käyttöä, laatuja ja geometrioita.
2. Komponentti

Työkappaleiden pinnat voivat olla vaativia, niissä käytetään valupintaa tai taospintaa. Jos tukevuus on ohuista osista tai heikosta kiinnityksestä johtuva, on käytettävä erityisiä työkaluja ja strategioita. Myös työkappaleen materiaali ja sen työstettävyys on analysoitava optimaalisten lastuamisarvojen määrittämiseksi.
3. Kone
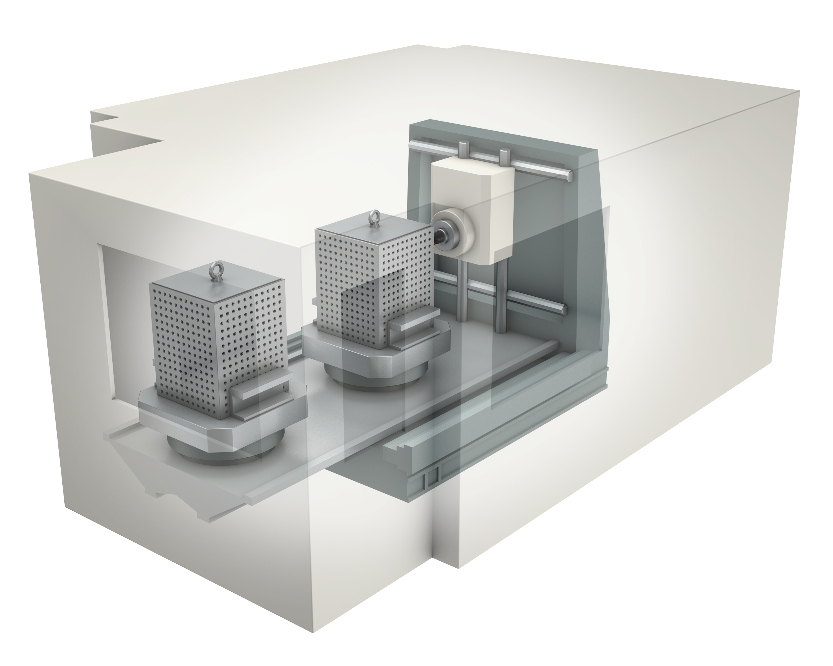
Jyrsintämenetelmän valinta määrittää tarvittavan konetyypin. Taso-, kulma- tai urajyrsintä voidaan suorittaa kolmiakselisilla koneilla, kun taas 3D-profiilien jyrsintä vaatii vaihtoehtoisesti 4- tai 5-akselisia koneita.
Sorvauskeskuksissa on nykyään usein pyörivien työkalujen ansiosta jyrsintävalmiudet, ja koneistuskeskuksissa on usein sorvausvalmiudet. CAM-kehityksen myötä 5-akseliset koneet ovat yhä yleisempiä. Ne tarjoavat lisää joustavuutta, mutta vakaus voi olla rajoitus.
Sorvausjyrsintä
Mitä on sorvausjyrsintä? Sorvausjyrsintä määritellään koneistusmenetelmäksi, jossa... chevron_right
Kulmajyrsintä
Erilaisia kulmajyrsintätöitä ovat esim: Kulma-/tasojyrsintä Sivujyrsintä/kehäjyrsintä Ohuiden... chevron_right
Myötäjyrsintä vs. vastajyrsintä
Joka kerta, kun jyrsimen terä työntyy työkappaleeseen, siihen kohdistuu iskukuormitus.... chevron_right
Koneet
Koneistuksen laadun kannalta tärkeä tekijä on käytössä oleva työstökone ja sen ominaisuudet. Tutustu... chevron_right
