
Myötäjyrsintä vs. vastajyrsintä
Joka kerta, kun jyrsimen terä työntyy työkappaleeseen, siihen kohdistuu iskukuormitus. Onnistunut jyrsintä edellyttää, että teräsärmän ja lastuttavan aineen välinen kosketus on edullinen niin sisäänmenossa kuin ulostulossa. Jyrsittäessä työkappaleen syöttöliike on jyrsimen pyörintäsuunnan kanssa joko samansuuntainen (myötäjyrsintä) tai vastakkainen (vastajyrsintä). Valittu jyrsintätapa vaikuttaa siihen, miten terä työntyy kappaleeseen ja irtoaa siitä.
Jyrsinnän kultainen sääntö – paksusta ohueen
Jyrsinnässä on aina otettava huomioon, miten lastut muodostuvat. Jyrsimen paikoitus on ratkaisevaa, ja tavoitteena tulisi aina olla paksu lastu terän sisäänmenossa ja ohut ulostulossa, jolloin saadaan tukevin prosessi.
Jyrsinnän kultainen sääntö onkin paksusta lastusta ohueen.
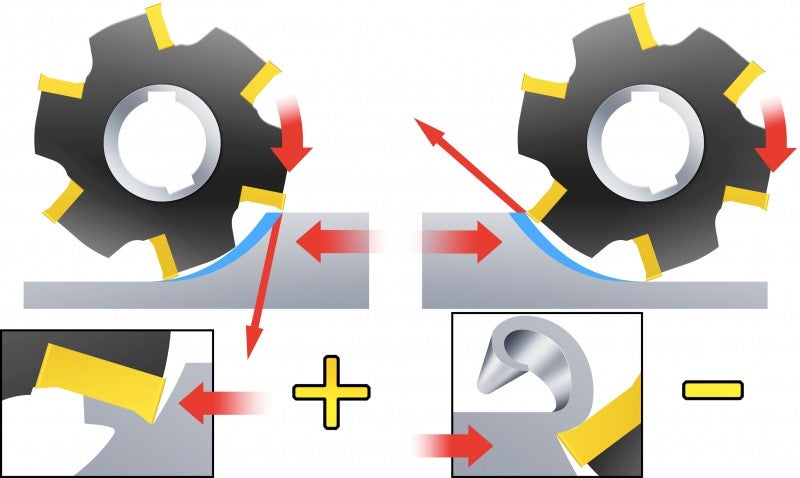
Myötäjyrsintä
Myötäjyrsinnässä jyrsimen syöttöliike on sama kuin sen pyörintäsuunta. Se on suositeltavampi menetelmä aina kun kone, kiinnitys ja työkappale sen sallivat.
Myötäjyrsittäessä jyrsimen kehällä lastunpaksuus pienenee lastuamisen aloituksesta lähtien kunnes se lastun irrotessa on nolla. Tämä estää teräsärmää hankautumasta työkappaletta vasten ennen lastuamista.


Suuri lastunpaksuus on etu, sillä silloin lastuamisvoimat painavat kappaletta jyrsintä vasten ja lastuamisliike jatkuu katkeamatta.
Myötäjyrsinnässä kappale pyrkii vetämään jyrsintä mukanaan, joten koneen pöydän syöttöliikkeessä ei saa olla välystä. Jos terä ”haukkaa”, syöttö kasvaa hallitsemattomasti ja seurauksena voi olla liian paksu lastu ja terärikko. Tällaisissa tapauksissa tulee harkita vastajyrsintää.
Vastajyrsintä
Vastajyrsinnässä syöttöliike on jyrsimen pyörimissuuntaan nähden päinvastainen.
Lastunpaksuus lähtee kasvamaan nollasta ja on suurimmillaan lastun katketessa. Terä on pakotettava kappaleen sisään, jolloin syntyy hankausta ja kitkaa, kehittyy korkea lämpötila, ja terä koskettaa usein edellistä lastua otettaessa muokkauslujittuneeseen pintaan. Lopputuloksena on lyhyempi terän kestoikä.


Jos lastut ovat terien irtoamiskohdassa paksuja ja terä kuumenee, seurauksena on suuria vetokuormituksia, jotka lyhentävät teräsärmien kestoikää tuntuvasti. Lastut voivat myös tarrautua tai hitsautua teräsärmiin, jolloin ne pyörähtävät jyrsimen mukana ympäri seuraavan lastun alkuun tai aiheuttavat teräsärmän säröilyä.
Lastuamisvoimat pyrkivät työntämään jyrsintä ja työkappaletta irti toisistaan, ja radiaaliset voimat pyrkivät nostamaan työkappaleen irti pöydästä.
Vastajyrsintä voi olla parempi valinta, jos työvarat vaihtelevat laajasti. Koneistettaessa kuumalujia superseoksia keraamiterillä suosituksena on vastajyrsintä, koska keraamit kestävät huonosti iskukuormitusta sisäänmenovaiheessa.
Työkappaleen kiinnitys
Jyrsimen syöttöliike asettaa suunnastaan riippuen työkappaleen kiinnitykselle erilaisia vaatimuksia. Vastajyrsinnässä kiinnityksen pitää kestää voimia, jotka pyrkivät nostamaan kappaleen irti pöydästä. Myötäjyrsinnässä kiinnityksen pitää kestää kappaletta vetäviä voimia.
Työstörata ja lastunmuodostus
Oikea työstörata ja lastunmuodostus ovat jyrsinnässä tärkeitä tekijöitä, joilla voidaan... chevron_right
Sorvausjyrsintä
Mitä on sorvausjyrsintä? Sorvausjyrsintä määritellään koneistusmenetelmäksi, jossa... chevron_right
Eri materiaalien jyrsintä
Teräksen jyrsintä Eri teräslajien lastuttavuus poikkeaa toisistaan riippuen seosaineista,... chevron_right
Kulmajyrsintä
Erilaisia kulmajyrsintätöitä ovat esim: Kulma-/tasojyrsintä Sivujyrsintä/kehäjyrsintä Ohuiden... chevron_right
