Oheisessa taulukossa annetaan vinkkejä jyrsinnän ongelmatilanteisiin, kuten värinä, lastutukokset, lastujen uudelleenleikkautuminen, huono pinnankarheus, jäysteenmuodostus, riittämätön koneteho ja terän kuluminen.
Syy
Ratkaisu
Värinä
Työkalun/työkappaleen kiinnitys heikko
Arvioi lastuamisvoimien suunta ja järjestä kappaleelle riittävä tuki tai paranna kiinnitystä
Pienennä lastuamisvoimia vähentämällä lastuamissyvyyttä, ap
Käytä harvaa teräjakoa ja differentiaalijakoa sekä positiivisempia teriä
Käytä geometriaa, jossa on pieni nirkonsäde ja pieni tasoviiste
Käytä hienorakeista, pinnoittamatonta terälaatua tai ohuempaa pinnoitetta
Vältä koneistamasta kappaleen heikosti tuettuja osia
Aksiaalisuunnassa heikko työkappale
Harkitse kulmajyrsimen (90°:n asetuskulma) ja positiivisen terägeometrian käyttöä
Käytä L-geometriaa
Vähennä aksiaalisia lastuamisvoimia pienentämällä lastuamissyvyyttä sekä käyttämällä pienempää nirkonsädettä ja tasoviistettä
Käytä harvaa teräjakoa ja differentiaalijakoa
Tarkista työkalun kuluneisuus
Tarkista pitimen heitto
Paranna työkalun kiinnitystä
Työkalun vapaapituus liian pitkä
Minimoi vapaapituus
Käytä harvaa teräjakoa ja differentiaalijakoa
Tasapainota radiaaliset ja aksiaaliset lastuamisvoimat käyttämällä 45°:n asetuskulmaa, suurta nirkonsädettä tai pyöreäteräistä jyrsintä
Suurenna hammassyöttöä
Käytä kevyesti lastuavaa geometriaa
Pienennä aksiaalista lastuamissyvyyttä, af
Käytä viimeistelyssä vastajyrsintää
Käytä ylikokoisia jyrsimiä ja Coromant Capto® -pitimiä
Kovametalliset varsijyrsimet ja vaihtoteräpääjyrsimet: kokeile harvateräisempää jyrsintä ja/tai isompaa kierukkakulmaa
Kulmajyrsintä heikolla karalla
Käytä mahdollisimman pienihalkaisijaista jyrsintä
Käytä positiivista, kevytleikkuista jyrsintä ja teriä
Kokeile vastajyrsintää
Varmista, ettei kara taivu liikaa
Epätasainen pöytäsyöttö
Kokeile vastajyrsintää
Kiristä koneen syöttökoneisto: säädä syöttöruuvi (CNC-koneet)
Jos käytössä on perinteinen kone, säädä lukitusruuvi tai vaihda kuularuuvi
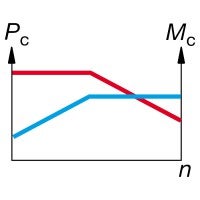
Lastuamisarvot
Pienennä lastuamisnopeutta, vc
Suurenna syöttöä, fz
Muuta lastuamissyvyyttä, ap
Heikko tukevuus
Pienennä vapaapituutta
Paranna tukevuutta
Värinää nurkissa
Ohjelmoi isot nurkan pyöristyssäteet ja pienennä syöttöä
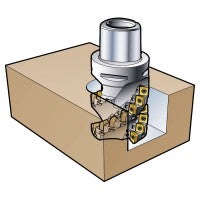
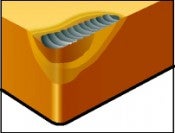
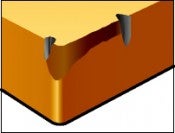
Lastutukokset Yleinen ongelma umpiurien jyrsinnässä – eritoten pitkälastuisilla materiaaleilla
Terien nirkot vaurioituvat
Särmissä murtumia, terärikko
Lastujen uudelleenleikkautuminen
Tehosta lastunpoistoa käyttämällä runsasta ja tarkkaan suunnattua lastuamisneste- tai paineilmasuihkua
Pienennä syöttöä, fz
Jaa syvät koneistukset useaan ylimenoon
Syvät urat: kokeile vastajyrsintää
Käytä harvaa teräjakoa
Käytä täyskovametallista varsijyrsintä tai vaihtoteräpääjyrsintä, jossa on kaksi tai korkeintaan kolme terää ja/tai iso kierukkakulma
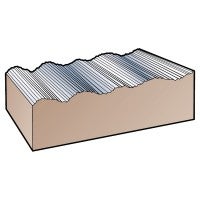
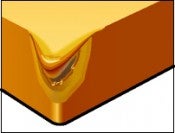
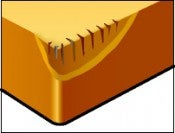
Lastujen uudelleenleikkautuminen Ilmenee umpiurien ja taskujen jyrsinnässä – eritoten titaanin koneistuksessa. Yleinen myös jyrsittäessä syviä syvennyksiä ja taskuja pystykaraisella koneella.
Teräsärmien murtumat
Lyhentää terien kestoikää ja heikentää koneistuksen varmuutta
Lastutukokset
Käytä lastujen tehokkaaseen poistoon paineilmaa tai runsasta lastuamisnesteen syöttöä – mieluiten työkalun läpi
Vaihda jyrsimen paikkaa ja työstörataa
Pienennä syöttöä, fz
Jaa syvät koneistukset useaan ylimenoon
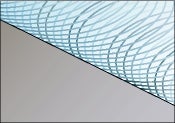
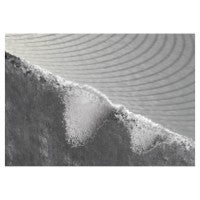
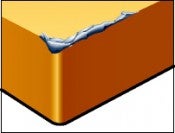
Heikko pinnankarheus
Liian suuri syöttö kierrosta kohti
Muuta jyrsimen aksiaalista paikoitusta tai tarkista jyrsin mittaterillä. Tarkista terien korkeus mittakellolla
Tarkista karan heitto ja jyrsimen kiinnityspinnat
Pienennä kierroskohtaista syöttöä niin, että se on korkeintaan 70 % tasoviisteen leveydestä
Optimaalisten lastuamisarvojen sekä parhaan terän kestoiän, työkappaleen laadun ja lastuamisarvojen saavuttamiseksi terän/teräsärmän kulumista on seurattava huolellisesti. Voit käyttää tätä listaa eri kulumismuotojen syiden selvittämiseen ja ratkaisujen etsimiseen.
Syy
Ratkaisu
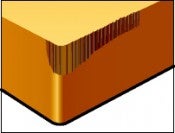
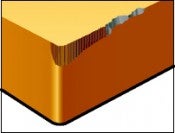
Viistekuluminen Nopea kuluminen, joka huonontaa pinnankarheutta tai kappaleen mittatarkkuutta.
Rintapinnan liian korkeista lämpötiloista johtuva diffuusiokuluma
Valitse Al203-pinnoitteinen laatu
Valitse positiivinen geometria
Vähennä nopeutta, jotta lämpötila alenee, ja pienennä sitten syöttöä
Plastinen muodonmuutos Särmän tai päästöpinnan painauma vaikeuttaa lastunhallintaa, huonontaa pinnankarheutta ja voi johtaa terärikkoon.
Lastuamisessa syntyvä lämpötila ja paine ovat liian korkeita
Valitse kulumiskestävämpi (kovempi) laatu
Pienennä lastuamisnopeutta, vc
Pienennä syöttöä, fz
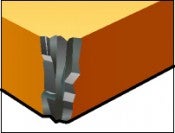
Murtumat Teräsärmän ei-lastuava osa vaurioituu lastuhakkauman vuoksi. Sekä terän ylä- että tukipinta voivat vaurioitua, jolloin seurauksena on huono pinta ja liiallinen viistekuluminen.
Lastut taipuvat teräsärmää vasten
Valitse sitkeämpi laatu
Valitse terä, jossa on vahvempi teräsärmä
Nosta lastuamisnopeutta, vc
Valitse positiivinen geometria
Pienennä syöttöä lastuamisen alussa
Paranna tukevuutta
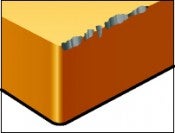
Murtumat Pieni teräsärmän murtuma (säröily), joka huonontaa koneistettavan pinnan laatua ja aiheuttaa voimakasta viistekulumista.
Laatu liian hauras
Terägeometria liian heikko
Irtosärmä
Valitse sitkeämpi laatu
Valitse geometrialtaan vahvempi terä
Lisää lastuamisnopeutta, vc, tai valitse positiivinen geometria
Pienennä syöttöä lastuamisen alussa
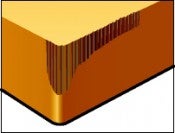
Lovikuluma Lovikuluma, joka huonontaa pinnankarheutta ja aiheuttaa särmän rikkoutumisvaaran.
Työstökarkenevat aineet
Taos-/valupinta tai valssihilse
Pienennä lastuamisnopeutta, vc
Valitse sitkeämpi laatu
Valitse vahvempi geometria
Valitse asetuskulma, joka on lähempänä 45:tä astetta
Käytä pyöreitä teriä
Lastuamissyvyyden ap vaihteleminen hidastaa kulumista
Lämpösäröt Lämpötilan vaihtelusta aiheutuvat pienet säröt kohtisuorassa teräsärmään nähden aiheuttavat säröilyä ja heikentävät pinnankarheutta.
Hakkaava koneistus
Vaihteleva lastuamisnesteen syöttö
Valitse sitkeämpi laatu, joka kestää paremmin lämpöshokkeja
Lastuamisnestettä tulee käyttää joko runsaasti tai ei lainkaan
Irtosärmä Särmään hitsautuva materiaali, joka heikentää pinnankarheutta ja aiheuttaa teräsärmään reunamurtumia irrotessaan terän pinnasta.
Teräsärmän lämpötila on liian alhainen
Lastuttava materiaali on erittäin ”tahmeaa”, esim. niukkahiilinen teräs, ruostumaton teräs ja alumiini