
Ulkosorvaus
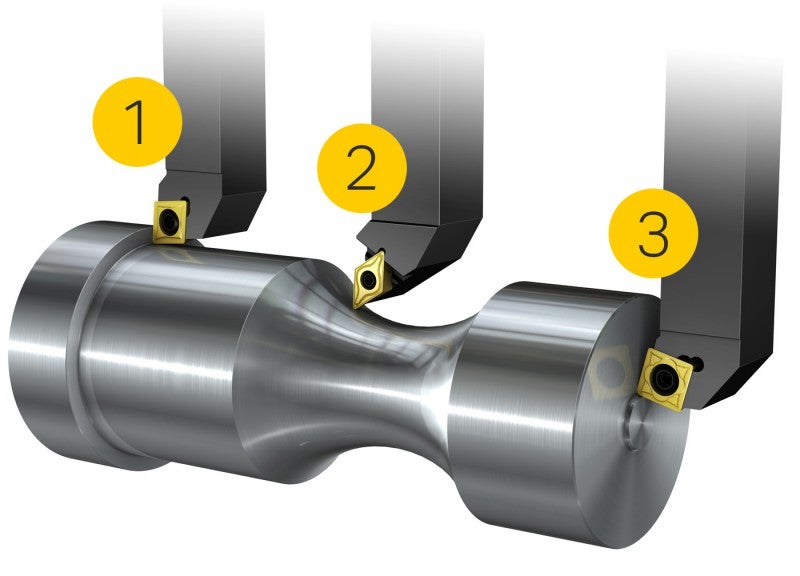
Ulkosorvauksessa koneistetaan työkappaleen ulkohalkaisija. Ulkosorvaus on yleisimpiä koneistusprosesseja, jonka periaatteet tunnetaan hyvin, joten lastunhallintaan, prosessivarmuuteen ja työkappaleen laatuun kohdistuu kovat vaatimukset. Ulkosorvauksen perusmenetelmiä ovat pituussorvaus (1), muotosorvaus (2) ja tasosorvaus (3).
PrimeTurning™-menetelmällä voi sorvata kaikkiin suuntiin, jolloin etuina ovat isompi lastuvirta ja parempi tuottavuus.
Pituussorvaus

Pituussorvauksessa työkalun syöttöliike on työkappaleen pituusakselin suuntainen, joten työkappaleen halkaisija siis pienenee työn edetessä. Tämä on yleisin sorvausmenetelmä.
Kun valitaan työkalua pituussorvaukseen, on suositeltavaa valita ensin terän kiinnitysjärjestelmä. Valittava kiinnitysjärjestelmä riippuu koneistusvaiheesta ja osin myös työkappaleen koosta. Suurten kappaleiden rouhiminen vaatii tyystin toisenlaisia ominaisuuksia kuin pienten kappaleiden viimeistely.
Terän muoto
Terän lujuuden ja taloudellisuuden kannalta on paras valita isoin soveltuva kärkikulma.
Asetuskulma
Asetuskulma vaikuttaa lastunmuodostukseen. Jos asetuskulma on 90° (asetuslisäkulma 0°), lastunpaksuus on yhtä suuri kuin syöttö, fn. Pienempi kulma, 75–45° (asetuslisäkulma 15–45°), pienentää myös lastunpaksuutta, jolloin syöttöä voidaan kasvattaa.
Pidin
Jos sorvataan työkappaleessa olevaa olaketta vasten, valitse 91–95°:n asetuskulma (asetuslisäkulma –1...–5°). Käytä ensisijaisesti terämallia C (80°).
D-terämalli (55°) sallii muotosorvauksen ja pääteurien sorvauksen.
Jos työkappaleessa ei ole olakkeita, tuottavuutta voi parantaa valitsemalla neliönmallisen terän ja 75°:n asetuskulman (asetuslisäkulma 15°).



Muotosorvaus

Muotosorvauksessa lastuamissyvyys, syöttö ja nopeus vaihtelevat. Muotosorvauksessa sorvaussuunta ja työkappaleen halkaisija vaihtelevat tuntuvasti, joten työkalujen on selvittävä vaihtelevista lastuamisvoimista ja -syvyyksistä. Muotosorvaustyökalun tärkeimpiä ominaisuuksia on ulottuvuus.
Terän muoto
Terän lujuuden ja taloudellisuuden kannalta on paras valita isoin soveltuva kärkikulma, mutta valinnassa täytyy ottaa huomioon myös ulottuvuus. Yleisimmin käytetyt kärkikulmat ovat 35° ja 55°.
Asetuskulma

Sopiva asetuskulma valitaan työkappaleen muodon mukaan. Terän ja työkappaleen väliin on jätettävä vähintään 2°:n päästö. Parempi pinnankarheus ja terän kestoikä saadaan kuitenkin käyttämällä vähintään 7°:n päästöä (asetuslisäkulma 83°).
Pidin
Ensisijaisia valintoja ovat pidin, jonka asetuskulma on 93° (asetuslisäkulma –3°), sekä D-mallin (55°) terä. Jos terä on syötettävä kappaleeseen vinosti jyrkässä kulmassa, valitse V-mallin terä (35°).
Jos pitimeltä vaaditaan muotosorvausta vastakkaiseen suuntaan ja pääteuran koneistuksia, valitaan asetuskulmaksi 107–117° (asetuslisäkulma –17...27°).Muotosorvaustyökalut
Tasosorvaus

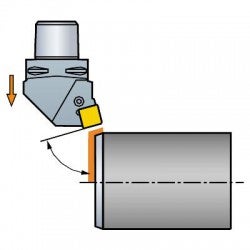
Taso- eli poikittaissorvauksessa terää syötetään työkappaleen päässä kohti kappaleen keskiötä. Tällöin radiaaliset lastuamisvoimat ovat isot, mikä voi aiheuttaa työkappaleen taipumista ja värinää.
Terän muoto
Terän muoto valitaan vaadittavan asetuskulman ja työkalulta edellytettävän ulottuvuuden tai monipuolisuuden mukaan. Terän lujuuden ja kustannustehokkuuden kannalta on paras valita isoin soveltuva kärkikulma.
Asetuskulma
Asetuskulma 75° (asetuslisäkulma 15°)
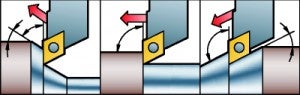
Kun asetuskulmaa pienennetään (asetuslisäkulma pienenee), osa radiaalivoimista ohjautuu aksiaalisesti kohti istukkaa, jolloin koneistus on tukevampaa ja värinäalttius vähenee.
Pidin
Koneistuksen optimoimiseksi kannattaa valita neliönmallinen terä ja 75°:n asetuskulma (asetuslisäkulma 15°).
Monipuolisia ratkaisuja ovat 80°:n rombinen terä tai trigonterä ja 95°:n asetuskulma (asetuslisäkulma –5°).Tasosorvaustyökalut
PrimeTurning™
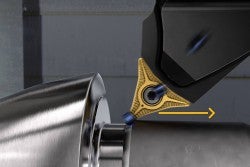
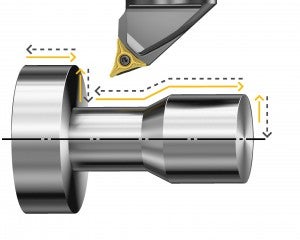
Toisin kuin tavanomaisessa sorvauksessa, jossa sorvataan työkappaleen päädystä istukkaa kohti, PrimeTurning™-menetelmässä sorvaustyökalu syötetään työkappaleeseen lähellä istukkaa ja materiaalia poistetaan vetämällä työkalua kohti työkappaleen päätä. Uusi menetelmä on huomattavasti perinteisiä sorvaustapoja tehokkaampi ja tuottavampi.
Mahdollisuus sorvata kaikkiin suuntiin tarkoittaa, että yhdellä ja samalla työkalulla voidaan suorittaa pituus, taso- ja muotosorvausta. Lisäksi samalla työkalulla voidaan sorvata perinteiseen tapaan – tosin tuottavuuskin on silloin perinteisellä tasolla.
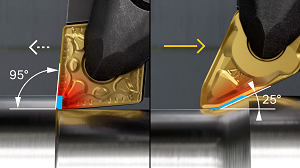
Pieni asetuskulma
PrimeTurning™ tarjoaa erinomaisen ulottuvuuden olakkeiden lähelle, ja asetuskulma voi olla 25–30° (asetuslisäkulma 65–60°). Pieni asetuskulma ohentaa ja leventää lastuja, mikä levittää kuormaa ja lämpöä pois nirkonsäteeltä. Terän kestoikä pitenee tai vaihtoehtoisesti voidaan käyttää isompia lastuamisarvoja, mikä parantaa tuntuvasti tuottavuutta.
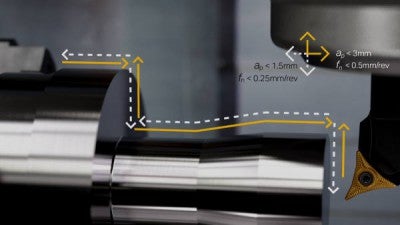
Tavanomainen sorvaus vs. PrimeTurning™
Erittäin tehokas lastunpoisto
Lastutukokset ovat yleinen ongelma tavanomaisessa pituussorvauksessa. PrimeTurning™-menetelmässä työstöliike suuntautuu poispäin olakkeesta, joten lastutukoksista ei ole vaaraa.

Milloin PrimeTurning™?
Isojen radiaalisten voimien vuoksi työkappaleen ja kiinnityksen on oltava tukevia. Menetelmä sopii parhaiten lyhyille ja kompakteille työkappaleille sekä kärkipylkkää käyttäen myös hoikille työkappaleille PrimeTurning™ on hyvä valinta sarjatuotantoon ja työkappaleille, jotka vaativat usein asetusten ja työkalujen vaihtoa.Lue lisää CoroTurn® Prime -työkaluistamme
Raskas sorvaus

Raskaille sorvaustöille ovat tyypillistä isot työkappaleet, epätasaiset pinnat sekä hyvin suuret ja vaihtelevat lastuamissyvyydet.
Koneistus on yleensä erittäin pitkäkestoista, joten lämpötilat kohoavat korkeiksi. Työkappaleiden koko ja kiinnitys rajoittavat usein kara- ja lastuamisnopeutta. Lastuamisnestettä ei useinkaan käytetä, koska koneet sopivat koteloimattomina huonosti märkäkoneistukseen.
Esimerkkejä raskaista sorvaustöistä ovat isot voimala-akselit, laivojen potkuriakselit, ydinvoimaloiden suojarakenteet ja isot säiliöt.
Kuorimasorvaus

Kuorimasorvauksella tarkoitetaan oksidihilseen, kovan taospinnan, pintasäröjen jne. poistoa kuumavalssatuista ja taotuista aihioista. Myös paksuseinäisiä putkia saatetaan kuorimasorvata.
Yleisimmin kuorimasorvattavia materiaaleja ovat hiiliteräs, jousiteräs ja ruostumattomat teräkset.
Käyttöalueet vaihtelevat, mutta yleensä kuorimasorvattuja kappaleita käytetään jatkojalostettavien tuotteiden aihioina. Tällaisia tuotteita ovat esimerkiksi putkitehtaiden pursotusaihiot ja autoteollisuuden akselit.
Tavanomaiseen sorvaukseen verrattuna kuorimasorvaus on erittäin tuottavaa koneistusta, koska tuotantokustannukset ovat lyhyen läpäisyajan vuoksi edulliset. Pinnankarheus ja mittatoleranssit ovat myös hyvät, joten seuraaviin koneistusvaiheisiin voidaan jättää pienemmät työvarat.Työkalut raskaaseen sorvaukseen
Haluatko lisätietoa uusien rautatiepyörien sorvauksesta ja uudelleensorvauksesta? Tutustu Rautatiepyörien sorvauksen koneistusoppaaseemme.

Sisäsorvaus
Sisäsorvauksessa koneistetaan työkappaleen sisähalkaisija. Sisäsorvauksen yleisimpiä... chevron_right
Yleissorvaus
Mitä sorvaus on? Sorvaamalla valmistetaan pyörähdyskappaleita yksikärkiterällä.... chevron_right
Ulkouran sorvaus
Uransorvauksessa ensisijainen tavoite on hyvä tuottavuus. Ulkopuolinen uransorvaus... chevron_right
Kierresorvaus
Kierresorvaus on vaativa koneistusmenetelmä, jossa tehokkaan lastunhallinnan, johdonmukaisen... chevron_right
