
Vino sisäänsyöttö: kaksiakselinen lineaarinen ja nousuinterpolaatio
Vinon sisäänsyötön edellytykset
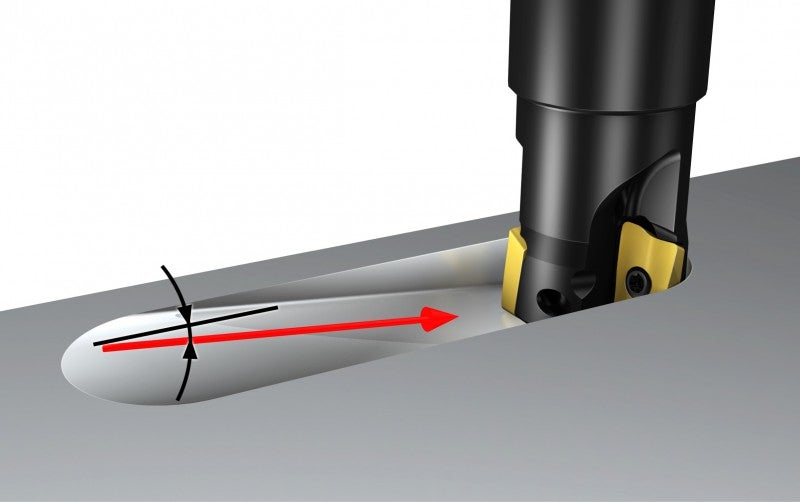
Lineaarinen vino sisäänsyöttö on yleisesti käytetty ja tehokas menetelmä lähestyä työkappaletta, kun jyrsitään umpiuria/taskuja/syvennyksiä.
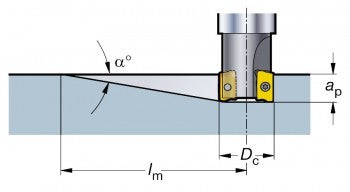
Lineaarinen vino sisäänsyöttö voidaan määritellä menetelmäksi, jossa jyrsintä syötetään yhtä aikaa sekä aksiaalisuunnassa (Z) että toisessa radiaalisuunnassa (X tai Y).
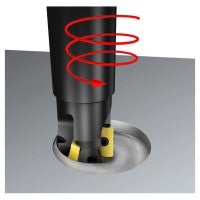
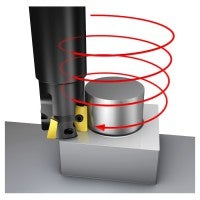
Nousuinterpolaatiossa (muita nimityksiä: ruuviviivainterpolaatio, kierukkainterpolaatio, nousullinen interpolaatio) yhdistyvät ympyränkaari-interpolaatio (X ja Y) ja aksiaalisyöttö (Z), jolla on määritelty nousu. Se on vaihtoehto poraukselle.
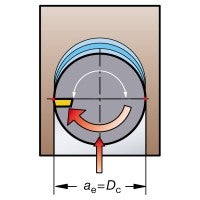
Nousuinterpolaatio on aina ensisijainen vaihtoehto lineaariseen vinoon sisäänsyöttöön nähden, koska lastuaminen on jouhevampaa pienemmän radiaalisen kosketusleveyden ansiosta. Siinä voidaan käyttää yksinomaan myötäjyrsintää ja lastunpoisto on tehokkaampaa. Ympyräliikkeen suuntaaminen vastapäivään varmistaa myötäjyrsinnän.
2-akselinen vino sisäänsyöttö – lineaarinen
Vinon sisäänsyötön käyttöVaativa menetelmä
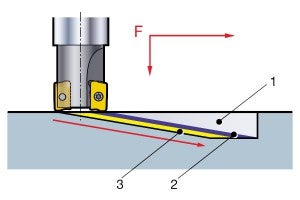
Jyrsin lastuaa lineaarisessa vinossa sisäänsyötössä yhtä aikaa kolmella tavalla:
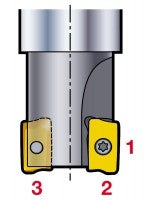
1) Etummaisena oleva terä lastuaa kehän puoleisella särmällä.
2) Etummaisena oleva terä lastuaa otsan puoleisella särmällä.
3) Takimmaisena oleva terä lastuaa otsan puoleisella särmällä.
Lastuamisvoimat ovat osin aksiaalisia, osin radiaalisia.
Jyrsimeen kohdistuu lisärasitus, koska ura on umpinainen, joten ae=Dc, minkä vuoksi radiaaliset lastuamisvoimat ovat suuret ja lastut pitkiä.
Koneistussuositukset
- Pienennä syöttö 75 %:iin normaalista
- Jos vino sisäänsyöttö jatkuu suoraan uranjyrsintänä, on muistettava pienentää syöttöä jyrsimen halkaisijan pituiselta matkalta, kunnes taaempi terä ei enää lastua
- Lastunpoistoa voidaan tehostaa lastuamisnesteellä
- Pienennä nirkonsädettä, jotta kosketuspinta olisi pienempi
- Lineaarista vinoa sisäänsyöttöä tulisi käyttää vain kapeisiin, alle 30 mm:n uriin, joissa tila ei riitä ruuviliikkeen käyttöön
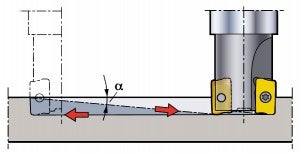
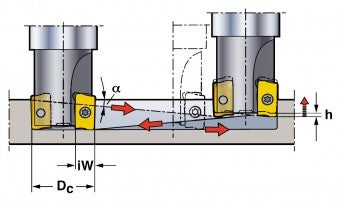
Vaiheittainen vino sisäänsyöttö
Jos koneistetaan syvä ura usealla ylimenolla, tuottavuutta voidaan helposti parantaa syöttämällä yhden vinon liikkeen sijasta vinoa syöttöä molempiin suuntiin.
Huom: Jos jyrsintä syötetään suurimmalla mahdollisella sisäänmenokulmalla, työkalua on nostettava etäisyyden h verran takaisin ennen suunnanvaihtoa, jotta jyrsimen keskiö ei rikkoudu.
Vino sisäänsyöttö yhdellä ylimenolla.
Työstöradan korjaus
Vaiheittainen vino sisäänsyöttö maksimikulmalla.
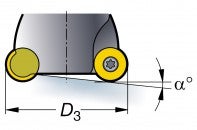
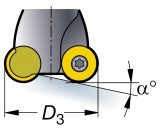
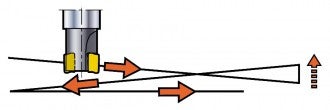
Nirkonsäde vaikuttaa suurimpaan sisäänmenokulmaan
Esimerkki:
Kaavion käyrät pätevät pienimmälle ja suurimmalle säteelle. Niiden väliset arvot voidaan selvittää interpoloimalla.
Työkalun halkaisija, Dc mm

= teräkoko 22

= teräkoko 16
3-akselinen vino sisäänsyöttö – nousuinterpolaatio (alla puhutaan kyllä nousuinterpolaatiosta, jos tämä siihen liittyy
Huomioon otettavaa
Nousuinterpolaatiossa on otettava huomioon erityisesti kolme asiaa, muutoin seuraa ongelmia.
- Jyrsimen halkaisija valittava reiän koon mukaan
- Kierroskohtainen nousu
- Syöttö
1. Jyrsimen halkaisija valittava reiän koon mukaan
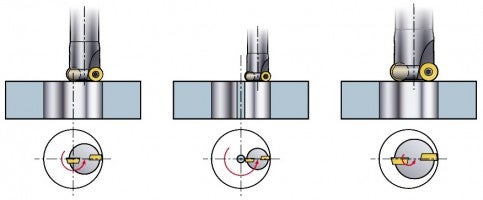
Oikean kokoisen jyrsimen valinta on erittäin tärkeää, kun käytetään ei-poraavaa jyrsintä. Oikea halkaisija varmistaa, että terät lastuavat myös reiän keskeltä.
Liian pieni jyrsin jättää reiän keskiöön samanlaisen tapin kuin ydinpora. Tästä ei välttämättä ole haittaa, jos reikä on suuri, mutta tappi on tuettava, kun se irtoaa kappaleesta.
Myös liian iso jyrsin jättää reiän keskiöön tapin, joka voi rikkoa jyrsimen otsapinnan.Suurin reiän halkaisija
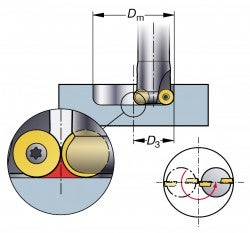
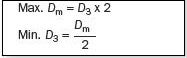
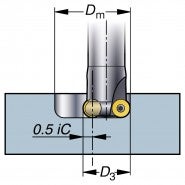
- Suurin mahdollinen reiän halkaisija, Dm, joka voidaan koneistaa yhdellä jatkuvalla spiraaliliikkeellä, on 2 x D3
- Tällöin on kyse umpiuran jyrsinnästä. Jos koneistetaan umpireikä, sen pohjalle jää pieni tappi
- Reiän pohja tulee tasoittaa syöttämällä jyrsintä reiän keskiötä kohti
Maks. reiän halkaisija Dm
Tasapohjaisen reiän halkaisija
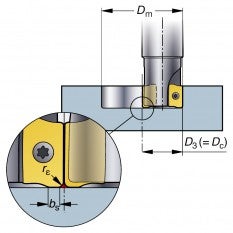
- Terien kulmapyöristys on harkittava tarkoin, jotta umpireiän pohjalle ei jää tappia
- Jos jyrsin on liian suuri, tappia ei saada pois syöttämällä jyrsintä kohti keskiötä
Reiän minimihalkaisija Dm
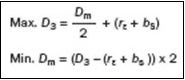
Reiän minimihalkaisija Dm
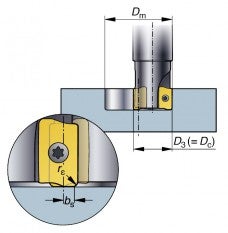
Läpireiän pienin halkaisija
- Reiän halkaisijaa rajoittaa ei-poraavan jyrsimen törmäysriski.
- Arvo b on suurin pistojyrsinnässä mahdollinen porrastus ja samalla maksimiväli, joka terien väliin saa jäädä ympyräinterpolaatiossa.
- Pyöreille terille arvona b tulee käyttää b = 0.8 x iC.
- Tappia ei voi poistaa.
2. Nousu (P)
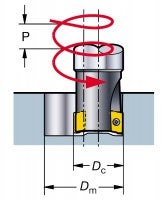
Nousu ei voi koskaan olla suurempi kuin jyrsimen maksimilastuamissyvyys ap. Nousu riippuu myös reiän ja jyrsimen halkaisijasta sekä sisäänmenokulmasta.
3. Syöttö
Syöttö riippuu aina lastunpaksuutta hex vastaavasta kehäsyötöstä, vfm. Moni kone kuitenkin vaatii syöttöarvokseen keskiösyöttöä, ap, joka on siis laskettava seuraavasti:
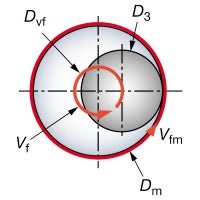
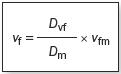
Dvf = ohjelmoitu työstörata
Ohjelmoitu syöttö:
vfm = käytettäessä säteenkompensointia
vf = käytettäessä jyrsimen keskiölle laskettua syöttöä
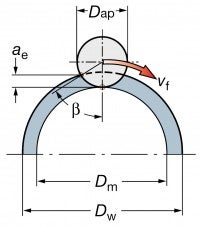
Ulkopuolinen nousuinterpolaatio
Ulkopuolinen nousuinterpolaatio (3 akselia)

Ulkopuolinen ympyräinterpolaatio (2 akselia)
Ulkopuolinen nousuinterpolaatio
Eroja verrattuna sisäpuoliseen ympyrä-/nousuinterpolaatioon:
- Keskiösyöttö, vf, on suurempi eikä pienempi
- Radiaalinen lastuamissyvyys, ae, on ulkojyrsinnässä paljon pienempi, joten lastuamisnopeus voi olla suurempi
- hex lasketaan samalla tavoin kuin sivujyrsinnässä
- Ohjelmointi on muutoin hyvin samanlaista kuin reikien jyrsinnässä
Reikien ja taskujen jyrsintä
Lineaarinen vino sisäänsyöttö, kaksi akselia Nousuinterpolaatio Reiän suurentaminen Ulkopuolinen... chevron_right
Reiän suurentaminen
Sekä nousu- että ympyräinterpolaatio soveltuvat reikien suurentamiseen. Nousuinterpolaatio Ympyräinterpolaatio Nousuinterpolaatio... chevron_right
Jaksojyrsintä
Tuottavan jaksojyrsinnän edellytykset Jaksojyrsintä on vinon sisäänsyötön vaihtoehto,... chevron_right
Nousuinterpolaatio
Mitä on nousuinterpolaatio kääntöteräporilla? Reikää suurennetaan pyörivällä työkalulla,... chevron_right
