
Asetuskulma ja lastunpaksuus jyrsinnässä
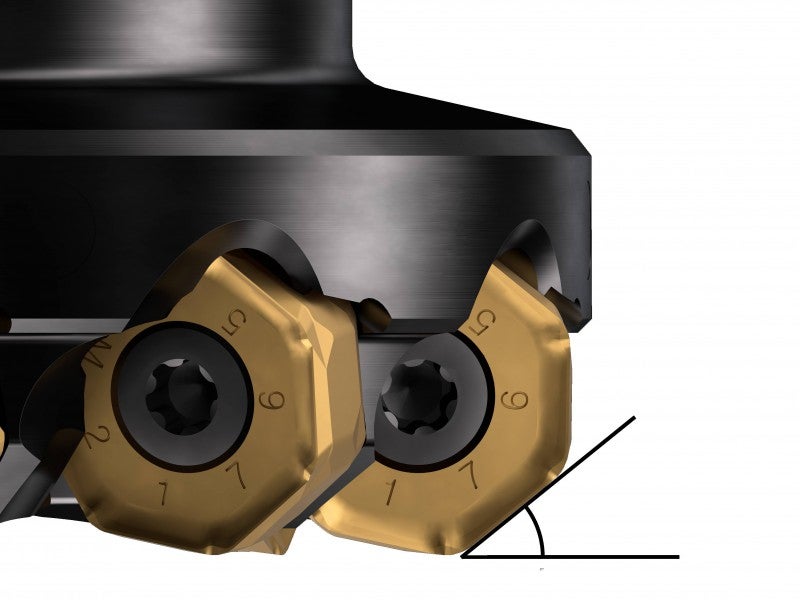
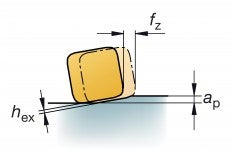
Asetuskulma (KAPR) on terän pääsärmän ja työkappaleen pinnan välinen kulma. Asetuskulma vaikuttaa lastunpaksuuteen, lastuamisvoimiin ja terien kestoikään.
Yleisimmät asetuskulmat ovat 90°, 45° ja 10°. Lisäksi usein käytetään myös pyöreitä teriä.
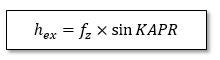
Mitä pienempi asetuskulma on, sitä pienempi on lastunpaksuus, hex, tietyllä syötöllä, fz. Tämä lastun ohenemisilmiö levittää lastun isommalle osalle teräsärmää.
Kun asetuskulma on pieni, terä tunkeutuu kappaleeseen vähemmän äkillisesti, mikä pienentää radiaalista painetta ja säästää teräsärmää. Toisaalta aksiaaliset lastuamisvoimat kasvavat, jolloin kappaleeseen kohdistuu suurempi paine.
90 asteen jyrsimet

90 asteen jyrsinten pääkäyttöalue on kulmajyrsintä.
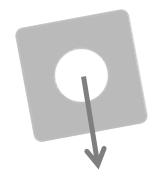
Kun asetuskulma on 90°, lastuamisvoimat ovat enimmäkseen radiaalisia eli syötön suuntaisia. Jyrsittävään pintaan ei kohdistu suurta aksiaalipainetta, mistä on etua, jos työkappale on rakenteeltaan heikko tai ohutseinäinen tai jos kiinnitys on heikko.
45 asteen jyrsimet

45 asteen jyrsin on yleisvalinta tasojyrsintään. Radiaaliset ja aksiaaliset lastuamisvoimat ovat hyvin tasapainossa, mikä vähentää konetehon tarvetta.
Tällainen jyrsin sopii erityisen hyvin lyhytlastuisten materiaalien jyrsintään, missä lastun ohenevaan loppuosaan kohdistuva suuri radiaalinen voima aiheuttaa värinäalttiutta.
Jouheva sisäänmeno vähentää värinäalttiutta pitkillä vapaapituuksilla tai kun pidin on pieni/heikko.
Ohuempi lastu parantaa usein tuottavuutta, koska pöytäsyöttöä voidaan suurentaa kuormittamatta liiaksi teräsärmiä.
60–75 asteen jyrsimet

Nämä ovat erikoismallisia tasojyrsimiä, joilla päästään yleismalleja isompiin lastuamissyvyyksiin. Aksiaalivoimat ovat pienemmät kuin 45 asteen tasojyrsimessä, ja särmälujuus on parempi 90 asteen jyrsimeen verrattuna.
10 asteen jyrsimet

10°:n asetuskulmaa käytetään pistojyrsintään ja jyrsittäessä suurella syötöllä. Lastut ovat ohuita, mikä sallii suuren teräkohtaisen syötön, fz, pienillä lastuamissyvyyksillä ja siten myös erittäin suuren pöytäsyötön, vf.
Lastuamisvoimat suuntautuvat pääasiassa aksiaalisesti karaan, mikä parantaa tukevuutta. Värinäalttius pienenee, mistä on etua, jos vapaapituus on suuri tai pidin/kappale heikko.
Ratkaisu on tehokas reikien koneistukseen kolmella akselilla, syvennysten pistojyrsintään tai aina kun tarvitaan pitkää jyrsintä.
Pyöreäteräiset jyrsimet tai isot nirkonsäteet

Pyöreäteräinen jyrsin on suunnattu yleisjyrsintään, ja se on tehokas vaihtoehto rouhintaan.
Terän pyöreys tekee särmästä erittäin vahvan. Se kestää suurta pöytäsyöttöä, koska pitkä särmä lastuaa varsin ohuelti. Ohut lastu on edullinen titaanin ja kuumalujien seosten koneistuksessa.
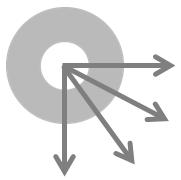
Riippuen lastuamissyvyyden, ap, vaihtelusta asetuskulma vaihtelee nollasta jopa 90 asteeseen, jolloin lastuamisvoimien suunta ja paine vaihtelevat teräsärmän eri osissa.
Maksimilastunpaksuus jyrsinnässä
Suurin lastunpaksuus on tuottavan ja luotettavan jyrsintäprosessin tärkein parametri. Lastuaminen on tehokasta vain silloin, kun maksimilastunpaksuus, hex, pysyy käytettävälle jyrsimelle sopivissa lukemissa.
- Ohut lastu, ts. liian pieni hex-arvo, on yleisin heikon suorituskyvyn ja siten huonon tuottavuuden syy. Liian ohuet lastut huonontavat myös terien kestoikää ja lastunmuodostusta.
- Liian suuri hex-arvo ylikuormittaa teräsärmää, mikä voi johtaa terärikkoon
Ohuempi lastu sallii isomman syötön
Teräkohtaista syöttöä voidaan kasvattaa lastun ohenemisen perusteella seuraavissa kolmessa tapauksessa:
- Jyrsitään suorasärmäisillä terillä ja asetuskulma on alle 90°.
- Jyrsitään pyöreillä terillä tai isolla nirkonsäteellä ja lastuamissyvyys, ap, on pieni.
- Käytetään kehäjyrsintää pienellä radiaalisella lastuamisleveydellä, ae/De.
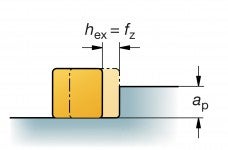
Lastunpaksuuden laskeminen suorasärmäisille terille
Kun jyrsimen asetuskulma on 90 astetta, teräkohtainen syöttö on sama kuin maksimilastunpaksuus (fz = hex). Jos asetuskulmaa pienennetään, teräkohtaista syöttöä on suurennettävä, jotta lastunpaksuus pysyy samana.
KAPR = 90°
KAPR = 45°
KAPR = 10°
Esimerkki:
Jos maksimi hex = 0.1 mm ja KAPR = 45°
Suositussyöttö, fz = 1.4 x 0.1 = 0.14 mm/terä
| Asetuskulma, KAPR | Korjausluku | fz (mm/terä) | ||
| hex (mm) | ||||
| min. 0.1 | lähtöarvo 0.15 | maks. 0.2 | ||
| 90° | 1.0 | 0.10 | 0.15 | 0.20 |
| 75° | 1.0 | 0.10 | 0.16 | 0.21 |
| 65° | 1.1 | 0.11 | 0.17 | 0.22 |
| 45° | 1.4 | 0.14 | 0.21 | 0.28 |
| 10° | 5.8 | 0.58 | 0.86 | 1.15 |
Totea, miten paljon voit kasvattaa teräkohtaista syöttöä suurille syötöille tarkoitetulla 10 asteen jyrsimellä. Taustalla on lastun oheneminen lähes kuusinkertaisesti.
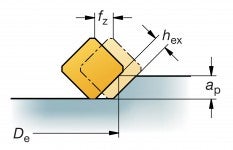
Lastunpaksuuden laskeminen pyöreille terille ja isoille nirkonsäteille
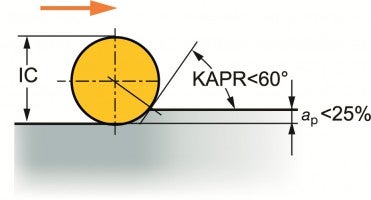
Lastunpaksuus, hex, vaihtelee pyöreillä terillä riippuen asetuskulmasta. Kun suhde ap/i C on pieni, syöttöä voidaan kasvattaa huomattavasti, jotta lastunpaksuus saadaan halutulle tasolle.
Paras suorituskyky saadaan, kun asetuskulma on alle 60 astetta ja lastuamissyvyys on korkeintaan 25 % terän halkaisijasta. Jos lastuamissyvyys on suurempi, on parempi käyttää neliöteriä ja 45 asteen asetuskulmaa.
Pyöreät terät kestävät rakenteensa lujuuden ja särmän lastuavan osan suuremman pituuden ansiosta paksumpia lastuja kuin suorasärmäiset terät.
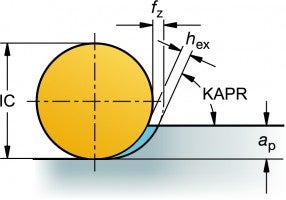
Pyöreillä terillä lastunpaksuus riippuu lastuamissyvyydestä. Pienillä lastuamissyvyyksillä syöttöä on siis lisättävä, jotta lastunpaksuus pysyy riittävänä.
Lastunpaksuuden laskeminen kehäjyrsinnässä
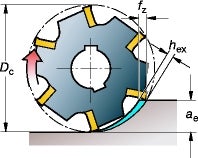
Lastunpaksuus, hex, riippuu jyrsimen halkaisijasta, lastuamisleveydestä sekä lastuamisleveyden ja halkaisijan suhteesta, ae/DC. Kun suhde on alle 50 %, maksimilastunpaksuus pienenee suhteessa teräsyöttöön fz.
Syöttöä voidaan kasvattaa alla olevassa taulukossa esitetyillä korjausluvuilla riippuen suhteesta ae/DC.Esimerkki:
DC 20 mm – ae = 2 mm, ae/DC = 10 %
hex = 0.1 mm, fz = 0.17 mm/terä
| Lastuamisleveys/halkaisija, ae/DC | Korjausluku | fz (mm/terä): | ||
| hex (mm) | ||||
| min. 0.1 | lähtöarvo 0.15 | maks. 0.2 | ||
| 50–100 % | 1.0 | 0.10 | 0.15 | 0.20 |
| 25 % | 1.16 | 0.12 | 0.17 | 0.23 |
| 20 % | 1.25 | 0.13 | 0.19 | 0.25 |
| 15 % | 1.4 | 0.14 | 0.21 | 0.28 |
| 10 % | 1.66 | 0.17 | 0.25 | 0.33 |
| 5 % | 2.3 | 0.23 | 0.34 | 0.46 |
Värinät
Värinäalttiuden syynä voi olla työkalu, pidin, kone tai työkappale tai sen kiinnitys.... chevron_right
Sisäsorvaus
Sisäsorvauksessa koneistetaan työkappaleen sisähalkaisija. Sisäsorvauksen yleisimpiä... chevron_right
Kulmajyrsintä
Erilaisia kulmajyrsintätöitä ovat esim: Kulma-/tasojyrsintä Sivujyrsintä/kehäjyrsintä Ohuiden... chevron_right
Käyttö
Suositukset Asetuskulma Asetuskulmalla on suuri vaikutus lastunhallintaan ja lovikulumiseen Vältä... chevron_right
