
Jyrsinnän ohjelmointi
Keskiö- vai kehäsyöttö
Koneiden ohjaukset on suunniteltu laskemaan syöttö joko työstöradan keskeltä, vf (ilman säteen kompensointia), tai jyrsimen kehän kohdalta, vfm (säde kompensoidaan).
Jos kone vaatii keskiösyöttöä ja sille syötetään kehäsyöttö (ts. koneessa ei ole säteen kompensointia), teräkohtaisesta syötöstä, fz, tulee liian suuri ja vaarana on terärikko.
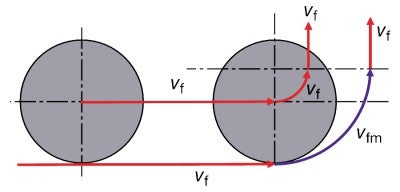
Keskiösyöttö, vf, tai kehäsyöttö, vfm.
Keskiösyötön ohjelmointi
NC-koodin käskyt ohjaavat jyrsimen keskiön eivätkä sen kehän liikkeitä.
Kun työstörata on suora (G1), syöttö kappaleen seinämän kohdalla, vfm, on sama kuin ohjelmoitu syöttö, vf, kun taas sädeliikkeessä (G2) kehäsyöttö on suurempi kuin keskiösyöttö. Siksi pöytäsyöttöä, vf, pitää pienentää, jotta teräkohtainen syöttö, fz, pysyy samana.
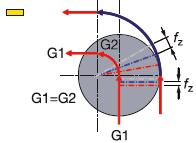
Jos keskiösyöttöä ei vähennetä, teräsyöttö
fz kasvaa nurkissa.
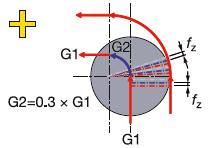
Keskiösyötön pienennys.
Keskiösyötön pienennys
Pienentämiskertoimet voi lukea alla olevasta taulukosta. Kerroin riippuu:
- Jyrsimen halkaisijan ja nurkan pyöristyssäteen suhteesta – DC/radm
- Lastuamisleveyden ja jyrsimen halkaisijan suhteesta – ae/DC
| kSyötön pienennyskerroin nurkkien jyrsintään () | ||||||||||
| DC/radm | ae/DC | |||||||||
| 0.05 | 0.15 | 0.25 | 0.35 | 0.45 | 0.55 | 0.65 | 0.75 | 0.85 | 0.95 | |
| 2.00 | 0.22 | 0.34 | 0.40 | 0.45 | 0.48 | 0.53 | 0.60 | 0.67 | 0.75 | 0.86 |
| 1.80 | 0.30 | 0.34 | 0.42 | 0.46 | 0.50 | 0.53 | 0.60 | 0.67 | 0.75 | 0.86 |
| 1.60 | 0.44 | 0.42 | 0.44 | 0.49 | 0.53 | 0.56 | 0.60 | 0.67 | 0.75 | 0.86 |
| 1.40 | 0.55 | 0.54 | 0.54 | 0.54 | 0.56 | 0.59 | 0.62 | 0.67 | 0.75 | 0.86 |
| 1.20 | 0.63 | 0.64 | 0.64 | 0.62 | 0.62 | 0.65 | 0.63 | 0.71 | 0.75 | 0.86 |
| 1.00 | 0.71 | 0.72 | 0.72 | 0.73 | 0.74 | 0.62 | 0.77 | 0.79 | 0.83 | 0.86 |
| 0.80 | 0.78 | 0.79 | 0.79 | 0.80 | 0.82 | 0.83 | 0.85 | 0.87 | 0.89 | 0.94 |
| 0.60 | 0.84 | 0.85 | 0.86 | 0.86 | 0.87 | 0.88 | 0.90 | 0.91 | 0.93 | 0.96 |
| 0.40 | 0.90 | 0.90 | 0.91 | 0.92 | 0.92 | 0.93 | 0.94 | 0.95 | 0.96 | 0.98 |
| 0.20 | 0.95 | 0.96 | 0.96 | 0.96 | 0.96 | 0.97 | 0.97 | 0.98 | 0.98 | 0.99 |
Syötön pienentäminen ennen nurkkaa
Syötön pienentäminen ennen nurkan koneistusta on tärkeää varsinkin suurilla lastuamisnopeuksilla.
Kun jyrsin lähestyy nurkkaa suoralla työstöradalla G1, kosketuspituus alkaa kasvaa. Siksi syöttöä on pienennettävä ennen kuin jyrsin saavuttaa nurkan alueella ln, jonka pituus on 50 % x DC.
Jos koneessa on kehittynyt, ennakoiva ohjaus, se säätää syötön automaattisesti.
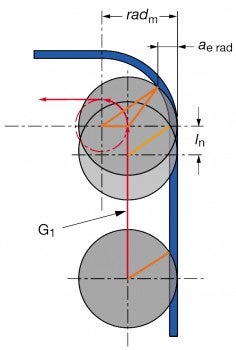
Pienennä syöttöä matkalla
ln = 50% DC
Sisänurkkien jyrsintä
Sisänurkkia koneistettaessa on syytä harkita tarkkaan jyrsimen lastuavan osan pituus... chevron_right
Värinät
Värinäalttiuden syynä voi olla työkalu, pidin, kone tai työkappale tai sen kiinnitys.... chevron_right
Sorvausjyrsintä
Mitä on sorvausjyrsintä? Sorvausjyrsintä määritellään koneistusmenetelmäksi, jossa... chevron_right
Ongelmatilanteet
Voit käyttää tätä listaa kierteiden kuorinnassa esiintyvien ongelmien ratkaisemiseen.... chevron_right
