
Sisäsorvaus
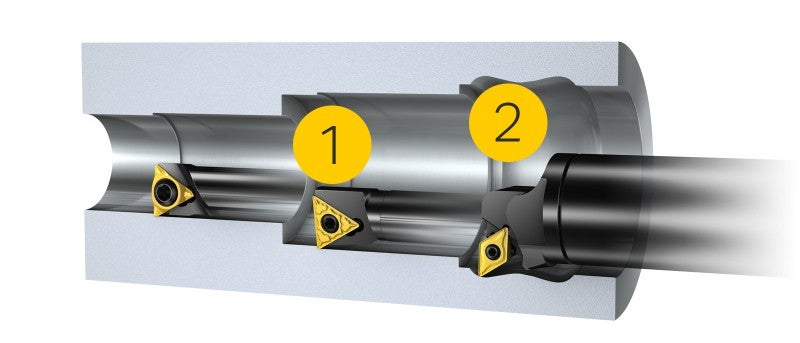
Sisäsorvauksessa koneistetaan työkappaleen sisähalkaisija. Sisäsorvauksen yleisimpiä haasteita ovat pitkät vapaapituudet ja lastunpoisto. Pitkä vapaapituus aiheuttaa ongelmia taipuman ja värinöiden muodossa. Värinät ja heikko lastunpoisto voivat aiheuttaa terärikkoja. Tehoton lastunpoisto voi heikentää myös pinnankarheutta.
Sisäsorvauksen perusvaiheita ovat pituussorvaus (1) ja muotosorvaus (2).
Pituussorvaus

Työkalun valintaa rajoittavat sorvattavan reiän halkaisija ja pituus, sillä reiän pituus määrää tarvittavan vapaapituuden. Nyrkkisääntönä voi sanoa, että työkalun vapaapituus on pyrittävä minimoimaan ja että työkalun tulisi olla mahdollisimman isokokoinen.
Tehtävään sopivan työkalun valitseminen ja oikeaoppinen käyttö sekä kiinnitys vähentävät oleellisesti työkalun taipumaa ja värinäalttiutta.
Terän muoto
Sisäpuolisessa sorvauksessa kannattaa käyttää positiivisia teriä, sillä niiden aiheuttamat lastuamisvoimat ovat negatiivisia teriä pienempiä. Pieni kärkikulma sekä pieni nirkonsäde pienentävät myös osaltaan lastuamisvoimia.
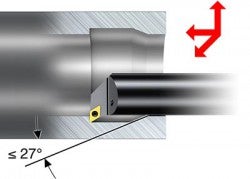
Asetuskulma

Asetuskulma vaikuttaa aksiaalisten ja radiaalisten lastuamisvoimien suuntaan ja suuruuteen. Mitä suurempi asetuskulma (pieni asetuslisäkulma), sitä suurempi on aksiaalinen lastuamisvoima, kun taas pieni asetuskulma (iso asetuslisäkulma) kasvattaa radiaalista lastuamisvoimaa. Asetuskulman tulee olla lähellä 90°:ta (asetuslisäkulma 0°), mutta ei koskaan alle 75° (asetuslisäkulma 15°).
Pidin
Jos on sorvattava työkappaleessa olevaa olaketta vasten, valitse 91–95°:n asetuskulma (asetuslisäkulma –1...–5°). Suosittelemme kolmikulmaisen tai D-mallin (55°) terän käyttöä.
Jos tarvitaan vahvempaa teräsärmää, valitse C-mallin (80°) terä.
Jos olaketta ei ole ja olosuhteet ovat tukevat, tuottavuutta voi lisätä valitsemalla neliönmallisen terän ja 75°:n asetuskulman (asetuslisäkulma 15°).Pituussorvaustyökalut
Muotosorvaus

Sisäpuolisessa muotosorvauksessa työkaluun kohdistuu sekä radiaalisia että tangentiaalisia lastuamisvoimia. Radiaaliset lastuamisvoimat pyrkivät taivuttamaan työkalun työkappaleesta pois päin, ja tangentiaaliset voimat vääntävät työkalua alaspäin ja keskilinjalta pois päin.
Kun koneistetaan halkaisijaltaan pientä reikää, erityisen tärkeää on, että terän päästökulma on riittävän suuri, jotta terä ja kappaleen seinämä eivät pääse koskettamaan toisiaan.
Terän muoto
Muotosorvauksessa lastuamissyvyys, syöttö ja nopeus vaihtelevat. Terän lujuuden, kustannustehokkuuden ja ulottuvuuden kannalta on paras valita isoin mahdollinen kärkikulma. Yleisimmin käytetyt kärkikulmat ovat 55° ja 35°.
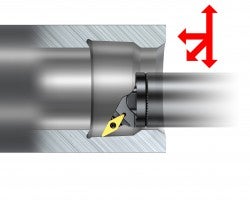
Asetuskulma
Sekä asetuskulma että nirkonsäde ovat ulottuvuuden kannalta tärkeitä tekijöitä. Sopiva kopiointikulma valitaan työkappaleen muodon mukaan.
Terän ja työkappaleen väliin on jätettävä vähintään 2°:n päästö. Hyvän pinnankarheuden ja terän kestoiän saamiseksi suositellaan kuitenkin vähintään 7°:n päästöä.
Pidin
Ensisijaisia valintoja ovat pidin, jonka asetuskulma on 93° (asetuslisäkulma –3°), sekä D-mallin (55°) terä. Jos tarvitaan isompaa vinon sisäänsyötön kulmaa, valitse V-mallin (35°) terä.
Pidin, jonka asetuskulma on 107–117° (asetuslisäkulma –17...–27°), sallii päädyn muotosorvauksen ja pääteuran koneistamisen.
Nämä ovat nimenomaan takasorvaukseen tarkoitettuja työkaluja, jotka on suunniteltu olakkeen koneistukseen vastakkaisessa suunnassa.
Ulkosorvaus
Ulkosorvauksessa koneistetaan työkappaleen ulkohalkaisija. Ulkosorvaus on yleisimpiä... chevron_right
Yleissorvaus
Mitä sorvaus on? Sorvaamalla valmistetaan pyörähdyskappaleita yksikärkiterällä.... chevron_right
Oikean sorvausterän valinta
Sorvausterän valinnassa on otettava huomioon monta seikkaa. Hyvän lastunhallinnan... chevron_right
Sorvausjyrsintä
Mitä on sorvausjyrsintä? Sorvausjyrsintä määritellään koneistusmenetelmäksi, jossa... chevron_right
