
Sisänurkkien jyrsintä
Sisänurkkia koneistettaessa on syytä harkita tarkkaan jyrsimen lastuavan osan pituus ja sopiva syöttö.
Huomioon otettavaa
- Jyrsimen lähestyessä nurkkaa radiaalinen kosketuspituus kasvaa, mikä asettaa erityisiä vaatimuksia teräsärmille
- Usein tuloksena on tukevuuden heikkeneminen, värinää ja epävarma prosessi
- Heilahtelevien lastuamisvoimien vuoksi nurkka jää usein osittain lastuamatta
- Vaarana ovat teräsärmien murtumat tai jopa terärikko
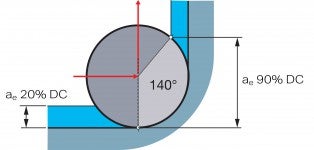
Perinteinen nurkan koneistus
Nurkan pyöristyssäde = 50 % x DC
Ratkaisu – rajoitetaan kosketuspituutta
Työstörataan voidaan ohjelmoida säde (ympyräinterpolaatio), jolloin kosketuspituus lyhenee. Säderata vähentää värinäalttiutta ja sallii siten suuremman lastuamissyvyyden ja syötön sisänurkassa.
- Käytä piirustuksiin merkittyä arvoa suurempaa nurkan pyöristyssädettä. Tämä voi olla hyödyksi, koska siten rouhintaan voidaan käyttää halkaisijaltaan suurempaa jyrsintä ja saadaan hyvä tuottavuus.
- Vaihtoehtoisesti haluttu säde voidaan koneistaa halkaisijaltaan pienemmällä jyrsimellä.
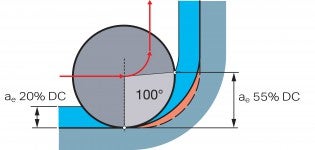
Käytä suurempaa nurkan pyöristyssädettä
Nurkan pyöristyssäde = 75 % x DC
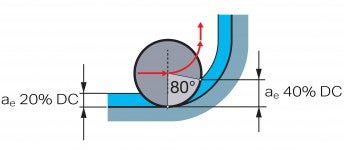
Käytä pienempää jyrsintä
Nurkan pyöristyssäde = 100 % x DC
Rouhinta
Optimaalinen nurkan pyöristyssäde on 50 % jyrsimen halkaisijasta DC
Viimeistely
Viimeistelyssä ei aina voida käyttää yhtä suurta sädettä. Jyrsimen halkaisijan ei kuitenkaan pidä olla suurempi kuin 1.5 x nurkan pyöristyssäde (esim. nurkan pyöristyssäde 10 mm [0.394 in], jolloin maks. jyrsimen halkaisija = 15 mm [0.591 in]).
Työstörata ja lastunmuodostus
Oikea työstörata ja lastunmuodostus ovat jyrsinnässä tärkeitä tekijöitä, joilla voidaan... chevron_right
Pistojyrsintä
Tuottavan pistojyrsinnän edellytykset Pistojyrsinnässä jyrsin lastuaa lähinnä otsallaan... chevron_right
Värinät
Värinäalttiuden syynä voi olla työkalu, pidin, kone tai työkappale tai sen kiinnitys.... chevron_right
Uranjyrsintä
Uranjyrsintään käytetään usein mieluummin kiekkojyrsimiä kuin varsijyrsimiä. Uria... chevron_right
