
Siivuttava ja trokoidijyrsintä

Siivuttava jyrsintä ja trokoidijyrsintä kehitettiin alunperin vaikeasti lastuttavien materiaalien, kuten kovien terästen (ISO H), kuumalujien superseosten ja muiden ISO S -materiaalien, rouhintaan ja puolikarkeaan koneistukseen, mutta ne soveltuvat myös muiden aineiden ja eritoten värinäalttiiden työkappaleiden jyrsintään.
Trokoidijyrsintää käytetään lähinnä urien koneistukseen.
Siivuttavaa menetelmää käytetään lähinnä nurkkien puolikarkeaan koneistukseen.
Molemmat menetelmät ovat osoittautuneet erittäin varmoiksi ja tuottaviksi.
Menetelmät perustuvat pieneen radiaaliseen lastuamissyvyyteen, ae, jolla saadaan seuraavat edut:
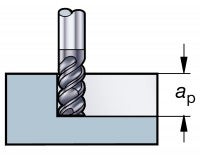
- Radiaaliset lastuamisvoimat ovat pienet, joten tukevuusvaatimukset ovat vähäisemmät, ja lastuamissyvyys, ap, voi olla suuri.
- Vain yksi terä kerrallaan lastuaa, mikä minimoi värinäalttiuden
- Teräsärmän lämpötila alenee, kosketus on lyhempi, joten lastuamisnopeus voi olla suurempi
- Lastunpaksuus, hex, on pieni, mutta syöttö, fz, on iso.
Työkalun valinta
”Siivuttaviin” menetelmiin soveltuu myös siilijyrsin, jossa yhdistyvät pieni radiaalinen lastuamissyvyys, ae, ja iso kokonaislastuamissyvyys, ap.
Siivutuksen ja trokoidijyrsinnän käyttö
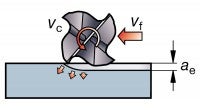
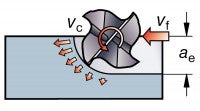
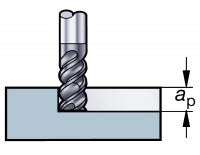
Siivuttavissa menetelmissä käytetään isoa lastuamisnopeutta, vc, ja aksiaalista lastuamissyvyyttä, ap, mutta pientä radiaalista lastuamissyvyyttä, ae, ja teräsyöttöä, fz. Tämän mahdollistavat seuraavat tekijät:
- Tekijä Ohut lastuLyhyt kosketuspituus
- Vaikutus Pienet lastuamisvoimat/pieni taipumaAlhainen lämpötila lastuamisalueella
- Etu Suuri aksiaalinen lastuamissyvyysSuuri lastuamisnopeus
TrokoidijyrsintäKäyttöalue
Erinomainen menetelmä uranjyrsintään, kun ongelmana on värinäalttius; soveltuu myös ahtaiden syvennysten, taskujen ja urien rouhintaan.Määritelmä
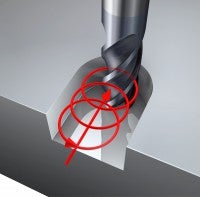
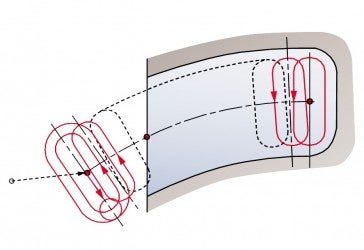
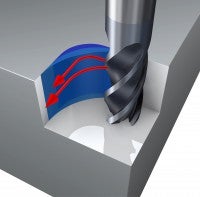
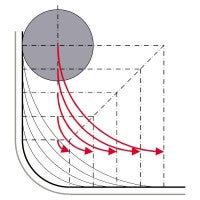
Trokoidijyrsintä voidaan määritellä ympyräinterpolaation ja sivuttaisen syöttöliikkeen yhdistelmäksi. Jyrsin lastuaa työkappaleesta ”siivuja” radiaalisuunnassa peräkkäisten spiraalien muodostamalla radalla.
Ohjelmoinnille ja koneelle asetetaan erityisiä vaatimuksia.
Työstörataan ohjelmoidaan kaarevat lähestymis- ja irrotusliikkeet, joiden radiaalinen porrastus, w, pidetään pienenä. Toisin sanoen:
- Lyhyen kosketuspituuden ansiosta lastuamisvoimat ovat pieniä ja voidaan käyttää suurempaa aksiaalista lastuamissyvyyttä
- Teräsärmän koko pituus hyödynnetään, jolloin lämmönmuodostus ja kuluminen on tasaista. Terän kestoikä on siten pidempi kuin perinteisessä uranjyrsinnässä
- Lyhyen kosketuspituuden ansiosta voidaan käyttää moniteräisiä työkaluja, jolloin pöytäsyöttö muodostuu suureksi ja työkalun kestoikä pitenee
- Suurin radiaalinen lastuamissyvyys, ae, saa olla korkeintaan 20 % jyrsimen halkaisijasta
ap ≤ 2 x Dc
ae = pieni
vf = iso
vc = jopa 10 kertaa suurempi kuin tavanomaisissa menetelmissä
Uran leveys alle 2 x Dc
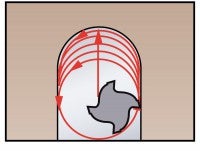
Työkalulle ohjelmoidaan jatkuva radiaalisuuntainen spiraalirata, jolla ura tai muoto koneistetaan. Syöttö pysyy samana ja radiaalinen lastuamissyvyys vaihtelee. Jyrsin lastuaa vain puolet ajasta.Huomioon otettavaa
1) Radiaalinen lastuamissyvyys vaihtelee jatkuvasti ja on suurimmillaan isompi kuin ohjelmoitu porrastus, w.
2) Jyrsimen halkaisija saa olla korkeintaan 70 % uran leveydestä, ja porrastus, w, korkeintaan 10 % halkaisijasta Dc.
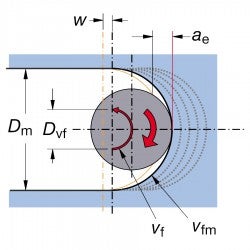
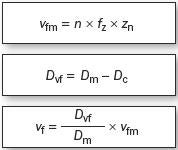
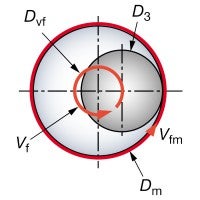
3) Syöttö on jatkuvasti sama, mutta arvo työkalun keskiössä, vf, on eri kuin sen kehällä, vfm. Jos ohjelmoitu syöttö on keskiösyöttö, kehäsyöttö on laskettava erikseen.
Lastuamisarvot
- Jyrsimen maks. halkaisija Dc = 70 % uran leveydestä
- Radiaaliporrastusw = maks. 10 % Dc
- Radiaalinen lastuamissyvyys maks.ae = 20 % Dc
- Aksiaalinen lastuamissyvyys ap = maks. 2 x Dc
- Teräkohtainen aloitussyöttö, fz = 0.1 mm
Ohjelmoidun syötön (vf) laskeminen
Vinkkejä trokoidijyrsintään
Trokoidijyrsinnän etuja perinteiseen uran- tai pistojyrsintään verrattuna ovat varmempi prosessi, pidempi terän kestoikä ja pienemmät työkalukustannukset, koska 12 mm:n jyrsin voidaan korvata 8 mm:n jyrsimellä.Uran leveys yli 2 x Dc
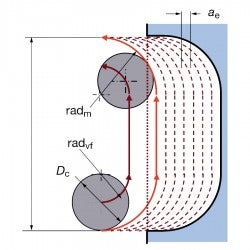
Ohjelmoidaan samoin kuin edellisessä esimerkissä spiraalirata, jolloin terä lastuaa puolet ajasta. Rata voidaan optimoida, kun ura on leveämpi:
- Lähestymiskaari – ohjelmoitu säde (radm) = 50 % Dc:stä.
- G1, kun ae = 0.1 x Dc.
- Poistumiskaari – ohjelmoitu säde (radm) = 50 % Dc:stä.
- Pikaliike seuraavaan aloitusasemaan.
- Työkierto toistuu.
Siivutus – nurkan jyrsintä usealla ylimenolla
Käyttöalue
Siivutus eli nurkan jyrsintä usealla ylimenolla on puolikarkea menetelmä, jolla poistetaan isommalta jyrsimeltä jäänyt aine.Määritelmä
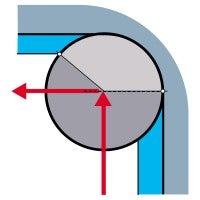
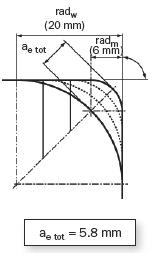
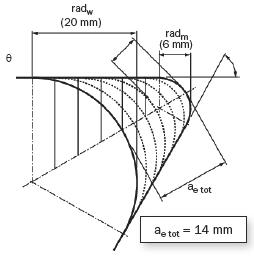
Toisin kuin trokoidijyrsinnässä, menetelmässä ei tarvita lähestymis- ja irrotuskaarta, koska radiaalinen lastuamissyvyys kasvaa alun nollasta maksimiarvoon keskellä ja pienenee jälleen nollaan.
Usealla ylimenolla voidaan poistaa tehokkaasti ainetta ja radiaalinen lastuamispituus ja kulma sekä lastuamisvoimat pysyvät pieninä.Huomioon otettavaa:
Syötön pienentäminen nurkissa:
- Kuten aina sädettä koneistettaessa, keskiösyöttöä, vf, on pienennettävä suhteessa kehäsyöttöön, vfm, jotta teräkohtainen syöttö säilyy vakiona.
- Lastuamissyvyys voi jyrsimen halkaisijan ja nurkan säteen välisestä suhteesta riippuen kasvaa niin suureksi, että suoraviivaisessa jyrsinnässä käytettävä syöttö on liian suuri.
- Työstöradan ohjelmointihalkaisijan, Dvf, ja reiän halkaisijan, Dm, välinen suhde kuitenkin kasvaa jatkuvasti lähestyttäessä valmista nurkan sädettä, joten syöttöä on pienennettävä jokaisella ylimenolla.
- Lastuaminen ei ole enää tukevaa ja jyrsin alkaa väristä
- Dynaamisesti tukeva kone ja jyrsimen keskisyötön hallittu pienentäminen ovat nurkkien tehokkaan jyrsinnän perustekijöitä
Siivutus
Perinteinen

Dvf ja vf pienenevät jokaisella ylimenolla
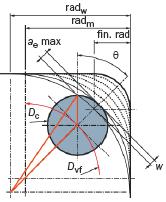
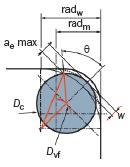
w = radiaaliporrastus
radm = kappaleen loppusäde
radw = kappaleen alkusäde
Vaikka aloitus- ja loppusäde ovat samoja, ylimenojen määrä vaihtelee nurkan kulmasta riippuen. Jos kulma on alle 60º, pisto jyrsimellä tai pistoporalla voi olla hyvä ratkaisu.Nurkan kulma
Työstörata ja lastunmuodostus
Oikea työstörata ja lastunmuodostus ovat jyrsinnässä tärkeitä tekijöitä, joilla voidaan... chevron_right
Uranjyrsintä
Uranjyrsintään käytetään usein mieluummin kiekkojyrsimiä kuin varsijyrsimiä. Uria... chevron_right
Sorvausjyrsintä
Mitä on sorvausjyrsintä? Sorvausjyrsintä määritellään koneistusmenetelmäksi, jossa... chevron_right
Höyryturbiinin akseli
Turbiiniakselit koneistetaan pääasiassa sorvaamalla, mukaan lukien uransorvaus, sekä... chevron_right
