
Miten vähentää värinää jyrsinnässä

Värinäalttiuden syynä voi olla työkalu, pidin, kone tai työkappale tai sen kiinnitys. Voit vähentää värinää seuraavien vinkkien avulla.
Työkalu
- Jos asetuskulma on 90°, voimat ovat pääasiassa radiaalisuuntaisia. Tämä taivuttaa työkalua pitkillä vapaapituuksilla, mutta toisaalta pienistä aksiaalivoimista on etua, kun jyrsitään ohutseinäisiä/värinäalttiita kappaleita
- Jos asetuskulma on 45°, aksiaali- ja radiaalivoimat ovat yhtä suuret
- Pyöreäteräisissä jyrsimissä suurin osa voimista kohdistuu karaan, varsinkin pienillä lastuamissyvyyksillä. Myös 10°:n asetuskulmalla voimat välittyvät pääasiassa karaan, mikä vähentää pitkän vapaapituuden aiheuttamaa värinää.
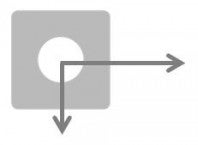
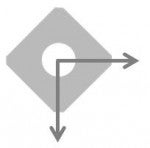
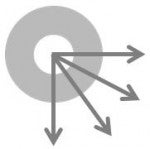
- Tasojyrsinnässä on otettava huomioon lastuamisvoimien suunta:
- Valitse pienin mahdollinen jyrsimen halkaisija
- DC:n tulee olla 20–50 % suurempi kuin mitan ae
- Käytä harvaa teräjakoa ja/tai differentiaalijakoa
- Kevyt, esim. alumiinirunkoinen, jyrsin on värinäalttiuden kannalta hyvä ratkaisu
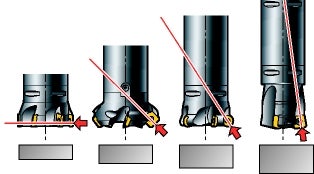
Kun työkappale on ohutseinäinen ja tukevuus on huono, käytä isoa asetuskulmaa = pienet aksiaalivoimat.
Käytä pitkillä vapaapituuksilla pientä asetuskulmaa = suuret aksiaalivoimat.
Pidin
Modulaarisen Coromant Capto® -järjestelmän pitimistä voidaan koota sopivan pituinen ja tukeva työkalu, jonka heitto on minimaalinen.
- Käytä mahdollisimman tukevaa ja lyhyttä työkalua
- Valitse mahdollisimman iso kiinnityksen halkaisija/koko
- Kiinnitä ylikokoiset jyrsimet Coromant Capto® -pitimeen, jolloin supistuskappaleiden käyttö vältetään
- Pienissä jyrsimissä kannattaa mahdollisuuksien mukaan käyttää kartiomaista pidintä
- Jos viimeinen ylimeno otetaan syvällä kappaleessa, vaihda työkalu vähitellen pidempään. Määritä työkalunvaihdoille sopivat paikat Valitse lastuamisarvot kulloisenkin työkalun pituuden mukaan
- Kun karanopeus on yli 20 000 r/min, käytä tasapainotettuja työkaluja ja pitimiä

Ylikokoinen jyrsin
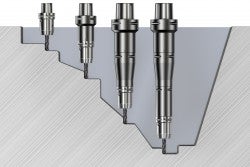
Käytä aina mahdollisimman lyhyttä työkalun vapaapituutta.
Kasvata pituutta asteittain.
Värinävaimennetut Silent Tools -jyrsimet
Jos vapaapituus on yli neljä kertaa työkalun halkaisija, värinäalttius alkaa usein tuntua voimakkaammin. Tällöin värinävaimennetut Silent Tools -jyrsimet voivat parantaa tuottavuutta oleellisesti.

Teräsärmä
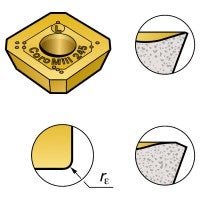
Pienennä lastuamisvoimia:
- Käytä teräväsärmäistä ja kevyesti lastuavaa geometriaa, -L, ja laatua, jossa on ohut pinnoite
- Käytä pientä nirkonsädettä ja kapeaa tasoviistettä
Joskus värinää voidaan torjua tehostamalla värinävaimennusta. Käytä negatiivisempaa geometriaa ja hiukan kuluneita teriä.
Lastuamisarvot ja ohjelmointi
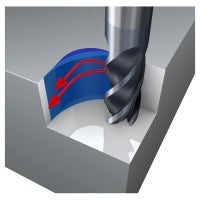
- Paikoita jyrsin aina sivuun jyrsittävän pinnan keskiöstä.
- Siili- tai varsijyrsimillä, joiden asetuskulma on 90°, lastuamisleveyden ja jyrsimen halkaisijan suhde kannattaa pitää pienenä – maks. ae = 25 % DC:stä, ja aksiaalinen lastuamissyvyys suurena: maks. ap = 100 % De
- Tasojyrsinnässä kannattaa käyttää pientä lastuamissyvyyttä, ap, ja isoa syöttöä, fz, koneistettaessa pyöreillä terillä tai suurille syötöille ja pienille asetuskulmille tarkoitetulla jyrsimellä.
- Nurkkia jyrsiessä värinä vältetään ohjelmoimalla työstörataan iso pyöristyssäde, ks. Sisänurkkien jyrsintä
- Jos lastunpaksuus pienenee liiaksi, teräsärmä pikemmin hankautuu kappaletta vasten kuin lastuaa ja seurauksena on värinää. Tällöin teräsyöttöä tulee kasvattaa
Kone

Koneen kunnolla voi olla suuri merkitys värinöiden syntyyn jyrsinnässä. Karalaakerin tai syöttömekanismin liiallinen kuluneisuus voi heikentää koneistusominaisuuksia. Valitse koneistusstrategia ja lastuamisvoimien suunta huolellisesti, jotta koneen tukevuus tulee täysin hyödynnetyksi.
Kaikilla karoilla on luonteenomainen värinäaltis alue. Käynti on sitä tukevampaa, mitä suurempi karanopeus on. Pienikin, vain 50 r/min lisäys kierrosluvussa voi parantaa ratkaisevasti koneistuksen tukevuutta.
Työkappale ja sen kiinnitys
Ohutseinäisten/-pohjaisten ja/tai heikosti kiinnitettyjen kappaleiden jyrsinnässä huomioitavaa:
- Kiinnittimien tulee olla lähellä koneen pöytää
- Optimoi työstörata ja syöttösuunta niin, että ne suuntautuvat koneen/kiinnittimien vahvimpiin kohtiin. Näin saadaan paras tukevuus
- Vältä koneistusta kohti työkappaleen heikosti tuettuja alueita
- Jos kappale ja/tai sen kiinnitys ovat jossakin suunnassa heikkoja, värinäalttiutta voidaan vähentää vastajyrsinnällä
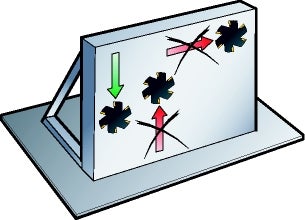
Jos kappaleen kiinnitys on heikko, suuntaa syöttö kohti
koneen pöytää
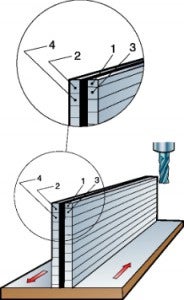
Huomaa, että ensimmäisen portaan syvyyden
tulee olla puolet seuraavien portaiden syvyydestä.
Kulmajyrsintä
Erilaisia kulmajyrsintätöitä ovat esim: Kulma-/tasojyrsintä Sivujyrsintä/kehäjyrsintä Ohuiden... chevron_right
Sisäsorvaus
Sisäsorvauksessa koneistetaan työkappaleen sisähalkaisija. Sisäsorvauksen yleisimpiä... chevron_right
Viisteiden jyrsintä
Yleisiä työkappaleiden reunoihin tehtäviä koneistuksia ovat viisteet, V-urat, pääteurat,... chevron_right
Työstörata ja lastunmuodostus
Oikea työstörata ja lastunmuodostus ovat jyrsinnässä tärkeitä tekijöitä, joilla voidaan... chevron_right
