
Uranjyrsintä
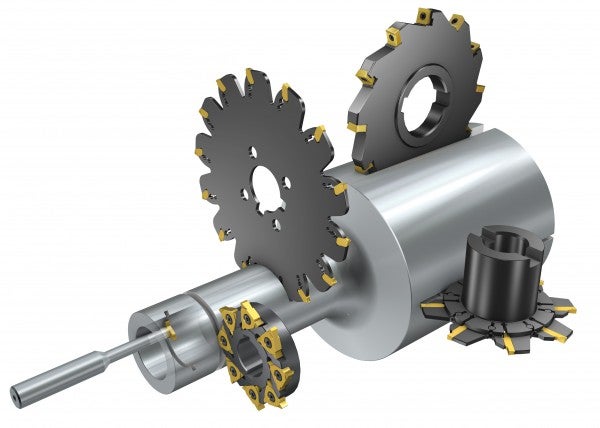
Uranjyrsintään käytetään usein mieluummin kiekkojyrsimiä kuin varsijyrsimiä.
- Uria on hyvin monenlaisia: lyhyitä ja pitkiä, umpinaisia ja avoimia, suoria ja kaarevia, syviä ja matalia, leveitä ja kapeita.
- Työkalu valitaan yleensä lähinnä uran leveyden ja syvyyden ja jossain määrin pituuden perusteella.
- Valinta varsi-, siili- ja kiekkojyrsimen välillä riippuu käytössä olevasta koneesta ja siitä, kuinka uria jyrsitään.
- Kiekkojyrsintä on tehokkain tapa jyrsiä suuria määriä pitkiä ja syviä uria, eritoten jos käytössä on vaakakarainen jyrsinkone. Pystykaraisten jyrsinkoneiden ja koneistuskeskusten yleistymisen myötä kuitenkin myös varsi- ja siilijyrsimiä käytetään yleisesti erilaisiin urajyrsintätöihin.
Jyrsinten vertailu
Kiekkojyrsintä
+ Avoimet urat
+ Syvät urat
+ Säädettävä leveys/toleranssit
+ Ryhmäjyrsintä
+ Katkaisu
+ Laaja tuotanto-ohjelma eri leveyksiä/syvyyksiä
– Umpiurat
– Vain suoria uria
– Lastunpoisto

Varsijyrsintä
+ Umpiurat
+ Matalat urat
+ Muut kuin suorat urat
+ Monikäyttöisyys (muita menetelmiä):
- Vaativien materiaalien (kovat teräkset, kuumalujat superseokset jne.) trokoidijyrsintä
- Pistojyrsintä: ongelmalliset koneistusvaiheet, joissa vaaditaan pitkää vapaapituutta
- Voidaan helposti koneistaa muitakin väliviimeistely-/viimeistelyvaiheita
- Varsijyrsin soveltuu muuhunkin kuin urajyrsintään
– Syvät urat
– Suuret voimat
– Taipuma aiheuttaa värinäalttiutta
Kiekkojyrsintä

Kiekkojyrsimillä voidaan koneistaa tehokkaasti pitkiä ja syviä avoimia uria. Tämä on myös tukevin ja tuottavin tapa koneistaa uria. Kiekkojyrsimistä voidaan edelleen koota ryhmäjyrsimiä, joilla saadaan koneistettua kerralla samalta tasolta useita pintoja.
Käyttö
- Valitse jyrsimen koko, teräjako ja paikka niin, että ainakin yksi terä lastuaa jatkuvasti.
- Tarkista, että lastunpaksuus vastaa optimaalista teräsyöttöä.
- Varmista vaativissa töissä koneen tehon ja vääntömomentin riittävyys. Tuurnan jäykkyys ja vapaapituus ovat erittäin tärkeitä, jos tuurna on tuettuna vain toisesta päästään.
- Työkappaleen kiinnityksen ja tuurnan tuennan on kestettävä syntyvät lastuamisvoimat.
Myötäjyrsintä:
- Ensisijainen valinta
- Huolehdi, että tangentiaalisia lastuamisvoimia vasten on hyvä tuki, jotta ne eivät pääse painamaan työkappaletta pöytää vasten. Syöttö on lastuamisvoimien suuntainen, joten kiinnityksen tukevuus ja pöydän välyksettömyys on tärkeää, koska jyrsin pyrkii ”haukkaamaan”.
Vastajyrsintä:
- Vaihtoehto lastuttaessa harvinaisia aineita tai töihin, joissa on tukevuusongelmia.
- Ratkaisu heikkoihin kiinnityksiin ja lastujen tukkeutumiseen koneistettaessa syviä uria.
Vauhtipyörä:
- Hyvä apu heikkoihin kiinnityksiin tai jos koneen teho ja vääntö ovat riittämättömiä.
- Kiinnitä vauhtipyörä mahdollisimman lähelle jyrsintä.
- Työkappaleen kiinnityksen tulee aina olla mahdollisimman tukeva.
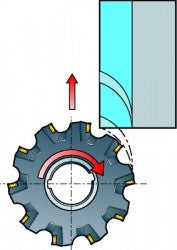
Avoimien urien jyrsintä kiekkojyrsimillä
Teräsyötön laskeminen
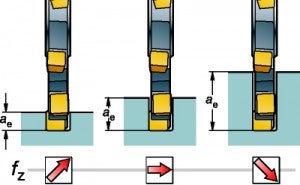
Kehäjyrsintä kiekkojyrsimellä vaatii ehdottomasti sopivaa teräkohtaista syöttöä, fz. Sopimattomasta teräsyötöstä on vakavaa haittaa, joten syöttö on syytä laskea aina huolellisesti.
Teräsyöttöä, fz, tulee pienentää, jos ura on syvä, ja toisaalta syöttöä voi lisätä, jos ura on matala – tavoitteena on aina suositeltu maksimilastunpaksuus. Kun esimerkiksi jyrsitään umpiuraa geometrialla M30, maksimilastunpaksuuden aloitusarvon tulee olla 0.12 mm (0.005 in).
Huom: Koska uran täysi leveys koneistetaan kahdella terällä, syötön perusteena on puolet koko teräluvusta zn.
| ae / Dcap (%) | fz mm/terä | hex (mm) |
| 25 | 0.14 (0.006 in) | 0.12 (0.005 in) |
| 10 | 0.20 (0.008 in) | 0.12 (0.005 in) |
| 5 | 0.28 (0.011 in) | 0.12 (0.005 in) |
Lastuamissyvyys
Syvempiä uria varten voi tilata erikoisjyrsimen. Syvempiä uria jyrsittäessä teräsyöttöä tulee pienentää. Matalissa urissa syöttöä voi taas kasvattaa.
Huom: Uran syvyyttä voivat rajoittaa myös tuurnan halkaisija, vetokiilojen lujuus ja jyrsimen lastutilojen koko.
Vauhtipyörä – vaakakaraisiin koneisiin
Kiekkojyrsinnässä vain muutama terä lastuaa kerrallaan, joten lastuamisen hakkaavuus saattaa aiheuttaa voimakkaita jyrsimen pyörintäakselin suuntaisia värinöitä. Tämä huonontaa koneistuksen tuloksia ja tuottavuutta.
- Värinää voidaan torjua tehokkaasti käyttämällä vauhtipyörää. Koneen riittämättömän tehon, väännön ja tukevuuden aiheuttamia ongelmia voidaan torjua järkevällä vauhtipyörän käytöllä.
- Vauhtipyörä on tarpeellisempi pienissä, heikkotehoisissa koneissa sekä kuluneissa koneissa kuin isoissa, tukevissa ja tehokkaissa malleissa.
- Vauhtipyörä tulee kiinnittää mahdollisimman lähelle jyrsintä.
- Vauhtipyörä tekee lastuamisesta jouhevampaa, mikä alentaa myös melu- ja värinätasoa ja pidentää terien kestoikää.
- Menetelmänä kannattaa käyttää vastajyrsintää. Vauhtipyörä voidaan asentaa jyrsintuurnaan.
- Kiekkojyrsinnän tukevuutta voi edelleen parantaa käyttämällä mahdollisimman isoa vauhtipyörää.
- Sopivan vauhtipyörän saa helposti muutamasta hiiliteräskiekosta, joihin tehdään keskiöreikä ja tuurnaan sopiva kiilaura.
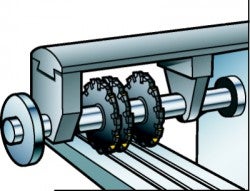
Ryhmäjyrsintä vuorohammastetuilla jyrsimillä
Kahdella kiilauralla varustetuista jyrsimistä voi koota vuorohammastetun ryhmäjyrsimen, jolla voidaan koneistaa useita uria yhdellä kertaa. Terien porrastaminen toisiinsa nähden ehkäisee värinöitä ja vähentää vauhtipyörän tarvetta.

Kapeiden ja matalien urien jyrsintä
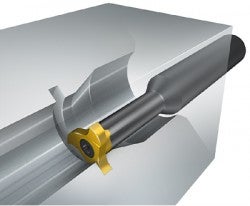

Monikäyttöisissä jyrsimissä on monisärmäiset terät, joita on saatavissa eri muotoisina, joten näillä jyrsimillä voidaan koneistaa useimmat pienikokoiset urat. Tyypillisiä käyttökohteita ovat sisäpuoliset lukkorengas- ja tiivisterengasurat sekä pienet suorat tai ympyrämäiset ulkopuoliset urat varsinkin työkappaleissa, joita ei voi pyörittää.
Sisäuran sorvaus
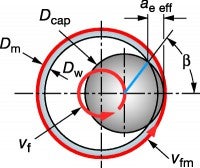
- Ympyräinterpolaatiota käytettäessä työstörataan tulee ohjelmoida juoheva lähestymisliike.
- Kiinnitä huomiota jyrsimen halkaisijan ja reiän halkaisijan suhteeseen, Dc/Dw – mitä pienempi suhde on, sitä suurempi on jyrsimen kosketuspituus.
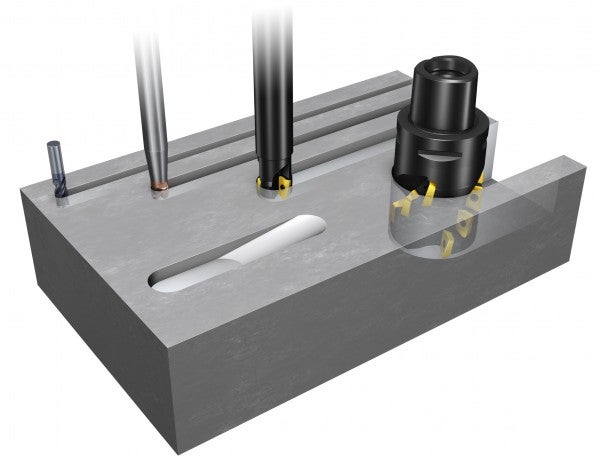
Uranjyrsintä varsijyrsimellä

Varsijyrsimällä koneistetaan lyhyitä ja matalia uria, eritoten umpiuria ja taskuja sekä kiilauria. Ainoastaan varsijyrsimillä voidaan koneistaa umpiuria, jotka ovat
- suoria, kaarevia tai kulmikkaita
- leveämpiä kuin jyrsimen halkaisija, siis taskuja.
Raskaat urankoneistustyöt tehdään usein siilijyrsimellä.
Työkalun valinta
Varsi- ja siilijyrsimet
 |  |  |  | |
| Täyskovametalliset varsijyrsimet | Kulma-, taso-, varsijyrsimet | Siilijyrsimet | Vaihtoteräpäiset varsijyrsimet | |
| Kone/karakoko | ISO 30, 40, 50 | ISO 40, 50 | ISO 40, 50 | ISO 30, 40, 50 |
| Vaadittava tukevuus | Suuri | Kohtalainen | Suuri | Pieni |
| Rouhinta | Erittäin hyvä | Hyvä | Erittäin hyvä | Tyydyttävä |
| Viimeistely | Erittäin hyvä | Hyvä | Tyydyttävä | Erittäin hyvä |
| Lastuamissyvyys ap | Iso | Kohtalainen | Iso | Pieni |
| Monipuolisuus | Erittäin hyvä | Hyvä | Tyydyttävä | Erittäin hyvä |
| Tuottavuus | Erittäin hyvä | Hyvä | Erittäin hyvä | Hyvä |
Käyttö
- Käytä keveästi lastuavia varsijyrsimiä, joilla saadaan pitkä, hyvin ennakoitava terien kestoikä, sekä tarkkoja istukoita.
- Pidä istukan ja teräsärmän välinen etäisyys, ts. vapaapituus mahdollisimman lyhyenä.
- Valitse hammassyöttö niin, että lastunpaksuudesta tulee sopiva. Käytä harvaa teräjakoa, jotta lastuista ei tule liian ohuita, jolloin seurauksena voi olla värinää ja huono, jäysteinen pinta.
- Käytä mahdollisimman isoa jyrsintä, jotta halkaisijan ja pituuden suhde on tukevuuden kannalta mahdollisimman hyvä.
- Käytä myötäjyrsintää aina kuin mahdollista.
- Huolehdi tehokkaasta lastunpoistosta. Estä paineilman avulla lastujen tukkeutuminen uraan.
- Kun karalta vaaditaan parasta tukevuutta, käytä Coromant Capto® -kiinnitystä.
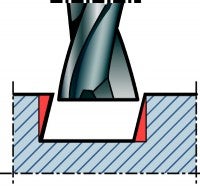
Uranjyrsintä varsijyrsimillä

Uran jyrsinnässä koneistetaan kolme pintaa:
- Molemmista päistään suljettujen urien (taskujen) koneistus vaatii varsijyrsintä, joka pystyy lastuamaan myös aksiaalisuuntaan.
- Umpiuran jyrsintä varsijyrsimellä on vaativa työ. Aksiaalisen lastuamissyvyyden ei yleensä tulisi olla enempää kuin 70 % teräsärmän pituudesta. Menetelmää valittaessa tulee ottaa huomioon myös koneen tukevuus ja lastunpoisto.
- Varsijyrsimet ovat herkkiä lastuamisvoimille. Jyrsimen taipuminen ja värinä voivat olla rajoittavia tekijöitä, eritoten suurilla nopeuksilla ja pitkillä vapaapituuksilla.
Kiilauran jyrsintä
Uran tai taskun avaaminen vaatii tiettyjä erityisohjeita suorien pintojen ja urien jyrsintään liittyvien yleisten suositusten lisäksi. Yhdellä ylimenolla koneistetun uran kulmat eivät ole lastuamisvoimien suunnan ja jyrsimen taipumisen takia täysin suorat. Paras tarkkuus ja tuottavuus saadaan käyttämällä alimittaista jyrsintä ja kahta ylimenoa:
- Uran jyrsintä – koko ura rouhitaan
- Uran sivujen jyrsintä – uran sivut viimeistellään kauttaaltaan, niin että nurkasta tulee suorakulmainen.
Radiaalinen lastuamissyvyys on syytä pitää koko viimeistelyn ajan jyrsimen taipumisen välttämiseksi pienenä. Jyrsimen taipuma on yleisimpiä syitä huonoon pinnankarheuteen ja/tai suorakulmaisen olakkeen epätarkkuuteen.
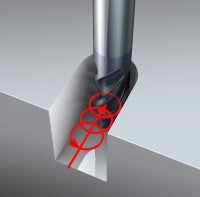
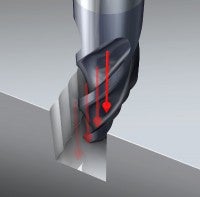
Kaksivaiheinen kiilauran jyrsintä
Umpiuran tai taskun avaaminen umpinaiseen aihioon
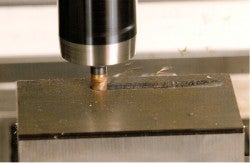
Koneistettaessa pitkiä ja kapeita, täysleveitä uria yleisin tapa tehdä alkureikä on poraus ja seuraavaksi yleisin vino sisäänsyöttö.
Matalien urien koneistuksessa vaihtoehtona on myös pistojyrsintä. Isompia uria ja taskuja koneistetaan nousuinterpolaatiolla.
Kolme menetelmää vertailussa
Tavanomainen uranjyrsintä
+ Voidaan käyttää tavanomaisia 3-akselisia koneita
+ Suuri lastuvirta tukevissa olosuhteissa
+ Ohjelmointi helppoa
+ Laaja työkaluvalikoima
– Radiaaliset lastuamisvoimat suuria
– Värinäaltis
– syvät urat vaativat useita ylimenoja
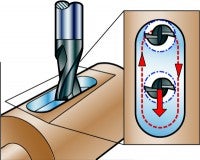
Trokoidijyrsintä
+ Pienet radiaaliset lastuamisvoimat – vähemmän värinäaltis
+ Minimaalinen taipuma syvissä urissa
+ Tuottava menetelmä:
- kovien terästen ja kuumalujien superseosten koneistukseen (ISO H ja S)
- värinäalttiisiin töihin
+ Uran leveyden tulisi olla maks. 70 % jyrsimen halkaisijasta
+ Tehokas lastunpoisto
+ Kehittää vähän lämpöä
– Ohjelmointi vaativampaa
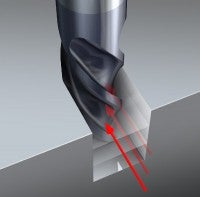
Pistojyrsintä
+ Ongelmanratkaisija värinäalttiissa töissä:
- pitkät vapaapituudet
- syvät urat
- heikko kone tai kiinnitys
– Heikko tuottavuus tukevissa olosuhteissa
– Vaatii jäännösjyrsintää/viimeistelyä
– Otsajyrsintä voi heikentää lastunpoistoa
– Rajallinen työkaluvalikoima
Uran rouhinta siilijyrsimellä
- Rouhintaan käytetään yleensä jyrsimiä, joilla päästään suureen lastuvirtaan.
- Lyhyillä jyrsimillä voidaan koneistaa tehokkaassa ja tukevassa koneessa isoimmillaan jyrsimen halkaisijan syvyisiä uria.
- Käytä tukevia ISO 50 -karoja, sillä niissä jyrsimet kestävät paremmin isoja radiaalivoimia.
- Tarkista teho- ja vääntömomenttivaatimukset, sillä ne rajoittavat usein optimituloksiin pääsyä.
- Valitse kuhunkin työhön sopiva teräjako.

Pitkät jyrsinmallit on tarkoitettu
lähinnä sivujyrsintään.
| Teräjako | L  | M  | H  |
| Käyttöalue | Pitkä työkalu | Yleismalli | Lyhyt työkalu |
| Kulmajyrsintä | Suuri ap/ae | Kohtalainen ap/ae | Pieni ap/ae |
| Uranjyrsintä | Pieni ap/ae | Rajallinen | __ |
| vc ft/min |
Kulmajyrsintä
Erilaisia kulmajyrsintätöitä ovat esim: Kulma-/tasojyrsintä Sivujyrsintä/kehäjyrsintä Ohuiden... chevron_right
Viisteiden jyrsintä
Yleisiä työkappaleiden reunoihin tehtäviä koneistuksia ovat viisteet, V-urat, pääteurat,... chevron_right
Sorvausjyrsintä
Mitä on sorvausjyrsintä? Sorvausjyrsintä määritellään koneistusmenetelmäksi, jossa... chevron_right
CoroMill 328
Monipuolinen työkalu, soveltuu monenlaisten urien, kierteiden ja viisteiden jyrsintään:... chevron_right
