
Kulmajyrsintä
Erilaisia kulmajyrsintätöitä ovat esim:
- Kulma-/tasojyrsintä
- Sivujyrsintä/kehäjyrsintä
- Ohuiden ja taipuisien seinämien kulmajyrsintä
Kulma-/tasojyrsintä

Tuottavan kulma-/tasojyrsinnän edellytykset
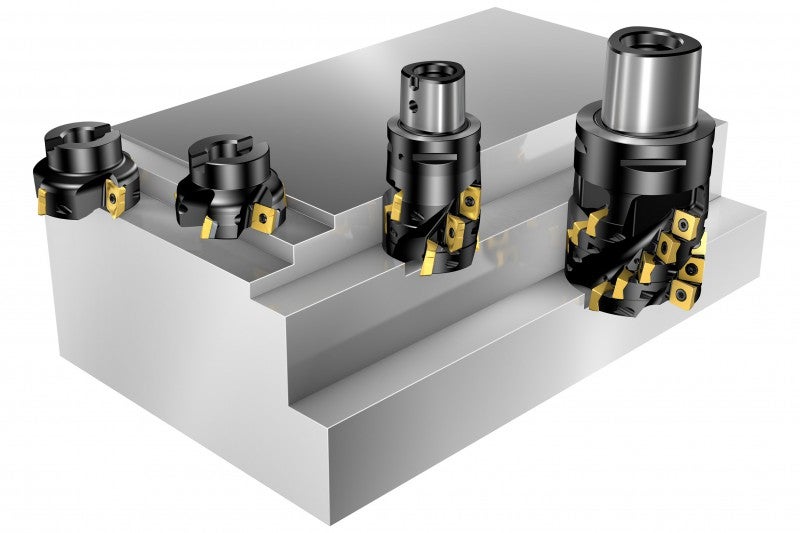
Olakkeiden tasojyrsinnässä koneistetaan yhtä aikaa kaksi pintaa, toisin sanoen jyrsimen pitää soveltua sekä kehä- että otsajyrsintään. Tärkeimpiä vaatimuksia on tarkan 90 asteen kulman jyrsiminen. Kulmajyrsintään soveltuvat perinteisten kulmajyrsinten ohella myös varsi-, siili- ja kiekkojyrsimet. Koska vaihtoehtoja on näin monia, työkalun valinnassa kannattaa harkita huolellisesti jyrsimelle asetettavia vaatimuksia.
Työkalun valinta
Kulmajyrsimet
Tavanomaisilla kulma- ja tasojyrsimillä voidaan usein koneistaa ”tarkka” 90 asteen kulma, kunhan olake ei ole kovin syvä. Monet kulma- ja tasojyrsimet ovat yleistyökaluja, jotka soveltuvat hyvin myös reikien koneistukseen. Ne ovat hyvä vaihtoehto tasojyrsimille koneistettaessa aksiaalisuunnassa heikkoja kappaleita tai lähellä pystypintoja.
Varsijyrsimet
Sekä kääntöteräiset että täyskovametalliset jyrsimet tarjoavat hyviä ratkaisuja ulottuvuutta vaativaan olakkeiden jyrsintään.
Siilijyrsimet
Siilijyrsimiä käytetään yleensä syvien olakkeiden koneistukseen.
Käyttö
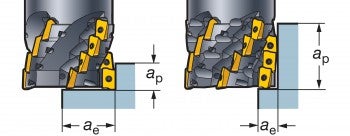
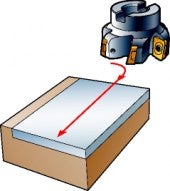
Matalien olakkeiden jyrsintä
Tähän yleiseen koneistustyöhön käytetään useimmiten kulma- ja tasojyrsimiä sekä varsijyrsimiä. Matala syvyys sallii isomman radiaalisen lastuamissyvyyden. Mainituilla jyrsimillä voidaan usein korvata tasojyrsimet, mistä on etua varsinkin silloin, kun kappaleeseen kohdistuva aksiaalipaine on rajoittava tekijä, sekä silloin kun vaaditaan ulottuvuutta lähellä kappaleen pystypintoja tai kiinnittimiä. Ylikokoisilla kulmajyrsimillä saadaan optimiulottuvuus, kun koneistetaan matalia olakkeita syvällä kappaleessa.

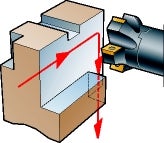
Syvien olakkeiden jyrsintä
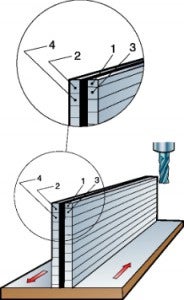
Koneista usealla ylimenolla käyttäen kulma-/tasojyrsimiä ja varsijyrsimiä. Työkalun on ehdottomasti oltava tarkka 90°:n jyrsin, jotta vältetään pintavirheet, kuten aaltokuviot ja ylimenojen väliset särmät. Jos olakkeen syvyys on alle 75 % teräsärmän pituudesta, pystypintaa ei yleensä tarvitse erikseen viimeistellä.
Yksi ylimeno siilijyrsimellä
Siilijyrsin on hyvä ratkaisu syvien ja isojen olakkeiden usein raskaaseen koneistukseen. Siilijyrsimillä päästään isoon lastuvirtaan, ja niitä käytetään yleensä rouhintaan, koska sivujyrsintä suurella syötöllä näkyy koneistetussa pinnassa.
Siilijyrsimet vaativat
- hyvää tukevuutta
- hyväkuntoista karaa
- tehokasta lastunpoistoa
- tukevaa pidintä
- tehokasta konetta.
Radiaalivoimat ovat varsin suuret, joten tämä on rankka sivujyrsintämenetelmä.
Lyhyet siilijyrsimet soveltuvat
- radiaalisuunnassa isojen, mutta matalien olakkeiden jyrsintään
- umpiuran jyrsintään, kun syvyys on sama kuin halkaisija; saattaa kompensoida koneen rajoituksia.
Pitkät mallit on tarkoitettu
- olakkeiden jyrsintään maltillisilla radiaalisyvyyksillä
- sivujyrsintään voimakkailla, tukevilla koneilla.
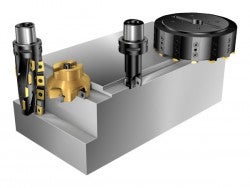
Syvällä kappaleessa olevien olakkeiden jyrsintä

Ylikokoisilla kulmajyrsimillä saadaan optimiulottuvuus, kun koneistetaan matalia olakkeita syvällä kappaleessa. Jos olake on erityisen syvällä kappaleessa, pitimenä kannattaa käyttää Coromant Capto -jatkokappaleita. Siilijyrsimiä on saatavissa myös ylikokoisina malleina, jotka on tarkoitettu syvällä kappaleessa olevien syvien olakkeiden jyrsintään. Niissä radiaalinen lastuamissyvyys on kuitenkin rajallisempi.
Tarkistuslista ja vinkkejä
- Myötäjyrsintä on aina ensisijainen valinta, varsinkin kulmajyrsinnässä, koska asetuskulma on 90°.
- Lastuamisvoimat on suunnattava niin pitkälle kuin mahdollista kohti työkappaleen hyvin tuettuja kohtia. Tästä syystä vastajyrsintäkin voi joissain tapauksissa olla hyvä vaihtoehto.
- Jyrsimen teräjaon valinta riippuu koko systeemin eli koneen ja työkappaleen ja sen kiinnityksen tukevuudesta sekä lastuttavasta materiaalista.
- ISO 40 -koneisiin ja niitä pienempiin suositellaan heikon tukevuuden takia harvaa teräjakoa.
- Harvaa teräjakoa suositellaan myös siinä tapauksessa, että kappale on kiinnitetty korkean kiinnitysyksikön päälle.
- Jyrsimen paikoitus työkappaleen suhteen on tärkeä yksityiskohta, johon on kiinnitettävä erityistä huomiota.
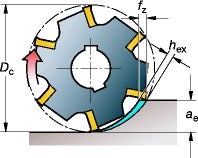
- Kun Dc/ae >10, syöttöä fz pitää säätää lastunpaksuuden mukaan, jotta saadaan hyvä suorituskyky ja vältetään terärikot.
- Jos olakkeen syvyys on alle 75 % teräsärmän pituudesta, pystypintaa ei yleensä tarvitse erikseen viimeistellä.
- Valitse sitkeämpi kovametallilaatu kuin tasojyrsinnässä.
- Koneistettaessa siilijyrsimillä olosuhteet ovat terille vaativat, joten vieläkin sitkeämpi laatu saattaa olla tarpeen.
- Mitä syvemmältä jyrsitään, sitä pienempi lastuamisnopeus tarvitaan, jotta vältetään värinä.
- Jos värinää esiintyy, pienennä lastuamisnopeutta vc ja lisää teräsyöttöä fz suositeltuun lastunpaksuuteen hex nähden.
- Varmista, että koneen teho riittää valittuihin lastuamisarvoihin.
Pitimet
- Jyrsittäessä isolta alalta pitää kiinnittää erityistä huomiota tehovaatimuksiin, varsinkin siilijyrsintä käytettäessä.
- Pitimellä on suurin merkitys tuloksiin, kun jyrsimen halkaisija on alle 50 mm.
- Mitä isompi lastuamissyvyys, sitä tärkeämpää on pitimen koko ja tukevuus, sillä radiaalivoimat ovat olakkeiden tasojyrsinnässä huomattavan isot, varsinkin käytettäessä siilijyrsintä.
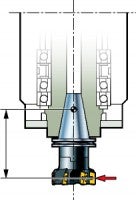
- Coromant Capto -kiinnityksellä saadaan kaikenlaisilla jyrsimillä optimitukevuus ja minimaalinen taipuma, millä on eduksi varsinkin silloin, kun työkalu on pitkä tai jatkettu.
Kaareva lähestymisliike
- Juoheva lähestyminen on tärkeää värinöiden välttämiseksi ja terien kestoiän maksimoimiseksi, varsinkin olakkeiden jyrsinnässä.
- Ohjelmoi työstörataan kaareva lähestymisliike ja huolehdi, että lastunpaksuus on terien ulostulokohdassa aina nolla. Näin saadaan isompi syöttö ja pidempi terien kestoikä.
- Menetelmä sopii parhaiten kappaleisiin, joissa jyrsitään ulkonurkkien ympäri, sillä näin vältetään työstöradan jyrkät suunnanmuutokset.
- Huolehdi, että jyrsin lastuaa koko ajan.
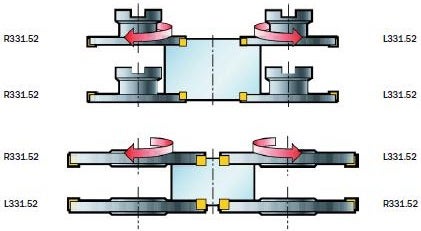
Olakkeiden jyrsintä kiekkojyrsimillä
Myös kiekkojyrsimillä voidaan koneistaa olakkeita, varsinkin jos olake on matala mutta radiaalisesti leveä. Kiekkojyrsimet ovat usein ainoa mahdollinen ratkaisu esteiden takana olevien olakkeiden ja tasopintojen takatasaukseen.
| Oikea | Vasen |
 |
Sivujyrsintä/kehäjyrsintä

Tuottavan sivu-/kehäjyrsinnän edellytykset
Kappaleen sivuseinämän koneistus on oikeastaan sivujyrsintää, jossa työstörata muistuttaa ratajyrsintää. Jyrsimen kannalta ajateltuna sivujyrsintä ja kappaleen sivuseinämien jyrsintä ovat kehäjyrsintää.
Työkalun valinta

- Ohuet sivusärmät jyrsitään yleensä varsijyrsimillä. Syvemmät tai paksummat sivut koneistetaan usealla ylimenolla olakkeiden jyrsinnän tapaan käyttäen varsijyrsintä tai yhdellä ylimenolla käyttäen siilijyrsintä.
- Jos olakkeen syvyys on kaksi kertaa jyrsimen halkaisija, se voidaan koneistaa tehokkaimmin siilijyrsimellä tai täyskovametallijyrsimellä. Syviin olakkeisiin tai leveisiin sivupintoihin suositellaan radiaaliseksi lastuamissyvyydeksi 0.5 kertaa jyrsimen halkaisija.
- Sivu- tai kehäjyrsintään voidaan käyttää myös kiekkojyrsintä.
- Kun jyrsitään kappaleen sivupintaa pienellä radiaalisella lastuamissyvyydellä, iso kierukkakulma varmistaa, että riittävä määrä teriä lastuaa juohevasti yhtä aikaa.
- Sivujyrsintään sopii eritoten tiheä tai erittäin tiheä teräjako. Tämä pätee myös silloin, kun jyrsitään ohuita sivuja tai matalia kielekemäisiä olakkeita 90°:n varsijyrsimillä.
Käyttö
Radiaalisesti lastuttu pinta
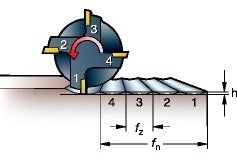
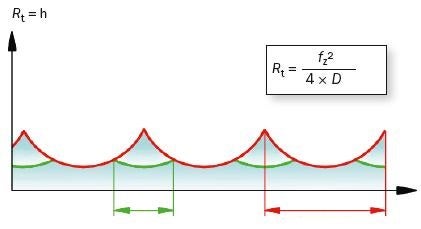
Jos jyrsin on heitoton, profiilinsyvyys, h, pysyy tasaisena ja noudattaa oheista laskukaavaa.
Profiilinsyvyys
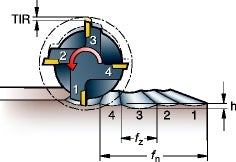
Jos jyrsimessä on heittoa, teräsyöttö, fz
, ja sen myötä profiilinsyvyys, h, riippuvat nimenomaan heitosta.
 | |
| fz | fz heitto |
Kuten edellisellä sivulla mainittiin, syöttöä voivat rajoittaa kappaleen pinnan rakenne ja jyrsimen taipumus nousta irti kappaleesta, varsinkin jos radiaalinen lastuamissyvyys on pieni.
Kun varsijyrsimen lieriöpinnalla jyrsitään muotoa, pintaan jää aaltokuvio. Kuvion profiilinsyvyys, h, riippuu
- jyrsimen halkaisijasta, Dc
- teräsyötöstä, fz
- jyrsimen heitosta, TIR.
Kääntöteräisen jyrsimen heitto on aina suurempi kuin täyskovametallisen. Profiilinsyvyyttä kasvattaa myös iso jyrsimen halkaisija ja iso teräluku.
Paras pinta saadaan seuraavasti:
- käytä täyskovametallijyrsintä
- käytä tarkkuusistukkaa ja Coromant Capto -kiinnitystä
- pidä vapaapituus mahdollisimman lyhyenä.
Syöttösuositus (jätä hex huomiotta):
- Kääntöteräiset jyrsimet, lähtöarvo fz = 0.15 mm/terä
- Täyskovametallijyrsimet, lähtöarvo fz = 0.10 mm/terä
Huom: Pinnanlaadusta tulee kaikkein huonoin, jos pinnan lastuaa jyrsimen ison heiton takia käytännössä vain yksi terä.
Tarkistuslista ja vinkkejä
- Kehäjyrsinnässä on kriittistä löytää sopiva teräkohtainen syöttö, fz.
- Syöttö, fz, on sovitettava jyrsimen lastuavan osan pituuteen, joka taas vaikuttaa lastunpaksuuteen.
- Teräsyöttö, fz, pitää kertoa korjausluvulla. Siten pienelle kosketuspituudelle saadaan suurempi syöttö ja varmistetaan, että lastunpaksuus on riittävän iso. Korjauskerroin ei kuitenkaan aina ole sellaisenaan käypä – syöttöä voivat rajoittaa myös pinnankarheus ja jyrsimen taipumus nousta irti kappaleesta.
Ohuiden ja taipuisien seinämien kulmajyrsintä

Kulmajyrsintään, kun
- korkeuden suhde paksuuteen on pieni, 15:1
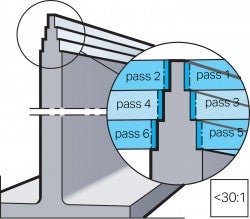
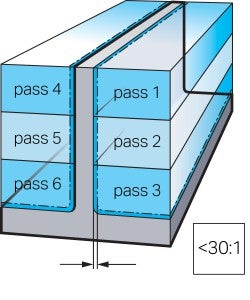
- korkeuden suhde paksuuteen on kohtalainen, < 30:1
- korkeuden suhde paksuuteen on erittäin iso, > 30:1
- taskun pohja on ohut.

Huomioon otettavaa:
- Ohuiden seinämien koneistukseen käytetään eri strategioita riippuen seinämän korkeudesta ja paksuudesta.
- Ylimenojen määrä riippuu joka tapauksessa seinämän mitoista ja aksiaalisesta lastuamissyvyydestä.
- Huomioon pitää ottaa sekä jyrsimen että seinämän tukevuus.
- Suuri lastuamisnopeus, ts. pieni ap/ae ja iso vc helpottavat ohuiden seinämien jyrsintää, sillä niiden avulla voidaan lyhentää lastuamisaikaa ja siten kappaleeseen kohdistuvia iskuja ja taipumaa.
- Suositeltavin menetelmä on myötäjyrsintä.
- Alumiinin ja titaanin jyrsintään käytetään samankaltaisia menetelmiä.
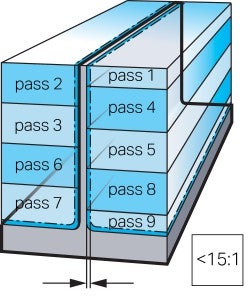
Korkeuden suhde paksuuteen on pieni, < 15:1
Työstörata laaditaan siksak-periaatteella.
Ohuiden seinämien jyrsintä:
- Koneista seinämän toinen puoli siten, että ylimenot eivät limity.
- Jyrsi samalla tavoin toinenkin puoli.
- Jätä kummallekin puolelle viimeistelyvara.
Korkeuden suhde paksuuteen on kohtalainen, < 30:1
Porrasjyrsintä:
- Jyrsitään vuorotellen kummaltakin puolelta tiettyyn syvyyteen, ylimenot eivät limity.
Tuettu porrasjyrsintä:
- Muutoin sama kuin yllä, mutta vastakkaisten ylimenojen väliin jätetään limitys, joka antaa paremman tuen lastuttavalle kohdalle. Ensimmäisessä ylimenossa käytetään pienempää lastuamissyvyyttä, ap/2
- Kummassakin tapauksessa molemmille puolille jätetään viimeistelyvaraksi 0.2–1.0 mm.
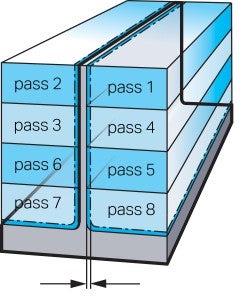
Korkeuden suhde paksuuteen on erittäin iso, > 30:1
Sen lisäksi että seinämät jyrsitään vuorotellen kummaltakin puolelta, myös vaadittu paksuus koneistetaan vaiheittain, ”joulukuusi-periaatteella”.
- Ohuempien kohtien jyrsintää tukevat jatkuvasti alemmat, paksummat osat.
- Jyrsi portaittain alas päin.
Ohuet seinämät
Viimeistelyvara
Porrasjyrsintä
Viimeistelyvara
Ohuet seinämät
Viimeistelyvara
Ohutpohjaisen taskun kulmajyrsintä
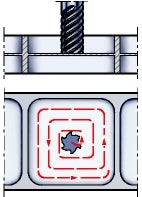
Ohutpohjaiset taskut koneistetaan seuraavasti:
- Jyrsi taskun keskiosa nousuinterpolaatiolla vaadittuun syvyyteen.
- Jatka jyrsintää keskeltä ulospäin käyttäen edelleen nousuinterpolaatiota.
Jos on jyrsittävä pinta, jonka kääntöpuoli on jo koneistettu:
- käytä mahdollisimman pientä terälukua
- pidä jyrsimen kappaleeseen kohdistama paine mahdollisimman pienenä.
Jos taskun keskellä on reikä:
- jätä ensimmäistä puoliskoa jyrsittäessä kyseiseen kohtaan tuki
- jyrsi kääntöpuoli
- jyrsi tuki pois, kun molemmat puolet ovat muutoin valmiita.
Uranjyrsintä
Uranjyrsintään käytetään usein mieluummin kiekkojyrsimiä kuin varsijyrsimiä. Uria... chevron_right
Sorvausjyrsintä
Mitä on sorvausjyrsintä? Sorvausjyrsintä määritellään koneistusmenetelmäksi, jossa... chevron_right
Värinät
Värinäalttiuden syynä voi olla työkalu, pidin, kone tai työkappale tai sen kiinnitys.... chevron_right
Viisteiden jyrsintä
Yleisiä työkappaleiden reunoihin tehtäviä koneistuksia ovat viisteet, V-urat, pääteurat,... chevron_right
