
Bearbejdning af knogleskruer
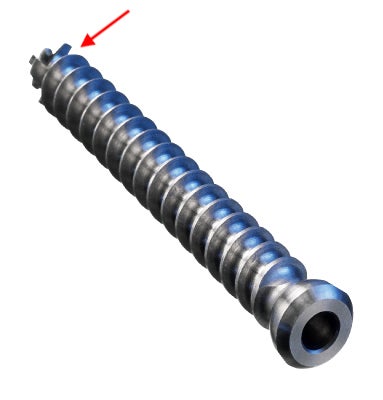
En udfordring under bearbejdningen er at undgå gratdannelse ved fræsning i spidsen, når gevindhvirvlingsoperationen udføres.
Fordele
- God overfladefinish
- Sikker proces
Bearbejdningsløsning
- Drejning af spidsen
- Fræsning af spor
- Gevindhvirvling af spids (du finder flere oplysninger nedenfor
- Afgratningsoverløb med fræser
- Gevindhvirvling komplet
Bearbejdningsløsning – gevindhvirvling af spids
Udvalgte komponentegenskaber
- Bearbejdningstip
- Bearbejdning af gevind
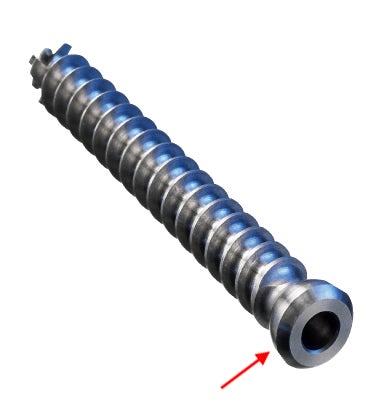
- Bearbejdning af hoved
Bearbejdning af det lange og slanke gevind udføres fortrinsvis vha. gevindhvirvling for at undgå bøjnng og vibrationer.
Gevindkvaliteten er en udfordring, når der anvendes høje tilspændinger ved gevindhvirvling. Facetter er et almindeligt problem.
Hvis gevinddiameteren ændres skal hvirvlingsringens indstillingsvinkel også ændres. Brug kalkulatoren til den rigtige programmering.
Hver hvirvlingsspindel har en gearkassereduktion som følge af enhedens størrelsesbegrænsninger. Husk at tage det med i betragtning. De programmerede o/min. vil ikke være de aktuelle tal. I vores tilfælde var reduktionen på 50 %.
Fordele
- God overfladekvalitet
- God dimensionsnøjagtighed
- Sikker proces
- Produktive
Bearbejdningsløsning (eksempel)
| 50 mm (1.969 tomme) |
| 6 mm (0.236 tomme) |
| 4.90 mm (0.193 tomme) |
| 1.625 mm (0.064 tomme) |
Bearbejdningsløsning – gevindhvirvling
Med skæredata som nedenfor opnås en god bearbejdningsproces med acceptable
støjniveauer. Det er muligt at overgå disse værdier, men støjniveauet vil
stige hurtigt, og der dannes facetter.

Bearbejdningsløsning – hoved
- Drejning af forsiden af hovedet
- Skrubbearbejdning af bagsiden af hovedet
- Sletbearbejdning af bagsiden af hovedet
- Afstikning
Fordele
- Spånkontrol
- Sikker proces
CoroMill 328
En alsidig fræser, der kan anvendes til mange typer spor, gevind og faser; bearbejdning... chevron_right
Applikationstip til gevinddrejning
Et almindeligt problem ved gevinddrejning er, at spånerne snor sig omkring robotter,... chevron_right
Fejlfinding
Ved at iagttage skæret/skærkanten efter bearbejdning kan du optimere resultaterne... chevron_right
Gevinddrejning
Gevinddrejning er en krævende operation, hvor god spånkontrol, vedholdende værktøjslevetid... chevron_right
