
Turbine blade

Bearbejdning af turbineskovle bevæger sig op på et nyt niveau
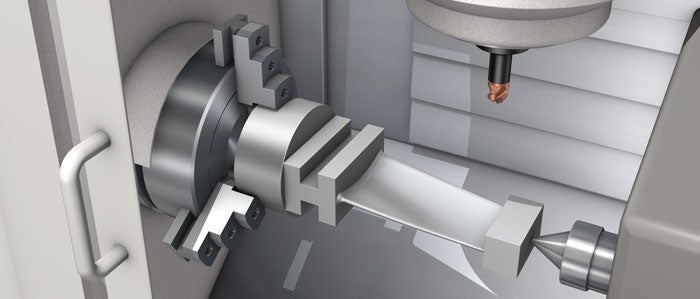
En konkurrencedygtig fremstilling af skovle til damp- og gasturbiner er en udfordring med bearbejdning, der indeholder de fleste af de krævende faktorer inden for metalbearbejdning:
- Komponentmaterialernes bearbejdelighed varierer (nogle af dem så dårlige, at der er brug for applikatinstilpassede skær),
- Der skal fjernes betydelige mængder materiale, og der skal opnås en god overfladefinish (uden at det påvirker skovlen negativt, for eksempel med hensyn til egenspændinger),
- Komponentformen er kompleks (til nogle af dem kræves der avancerede CAM-programmer med de bedste metoder),
- skovlene har tendens til vibration under bearbejdningen (lange, slanke, tynde komponenter, der kræver letskærende værktøjer og dæmpningsmuligheder),
- Produktionseffektiviteten er vigtig (der fremstilles store mængder),
- Der skal indsættes og anvendes en række forskellige værktøjer (fra ukompliceret planfræsning til 4- til 5-akset profilfræsning).
En gennemtænkt bearbejdningsstrategi med kontinuerlige forbedringer er afgørende for produktiviteten og efterfølgende processer. Innovative værktøjer og en kvalificeret applikation er den eneste måde, hvorpå de involverede udfordringer kan klares, især de roterende skovle.
Ved skrubfræsning af skovlens rombe og skovlfladen på især skovle af medium størrelse, ud fra blanks, er der ofte stor fokus på at nå den grundlæggende skovlform, da det udgør størstedelen af bearbejdningen. Mange af dem fremstilles i martensitisk, rustfrit stål, men der fremstilles også skovle i Duplex, HRSA og titanium. Denne operation har været udsat for en række forskellige løsninger i årenes løb, men fræsere med runde skær og radiuspindfræsere udgør hovedretningen takket være deres evne til at generere profiler med en sikker og stærk skærkant og også deres fræser-til-komponent-frigang.
Når der bruges én fræser til skrubfræsning af romben, er det et vigtigt succeskriterium, at fræseren har en stor grad af indgreb i komponenten; målet er 60 til 80 %. Det skal opnås ved at anvende den mest velegnede fræserdiameter kombineret med den mest fordelagtige værktøjsbane. Der skal også findes den bedste balance mellem tilspænding, spåndybde, skærstørrelse, geometri og skærkvalitet, tanddeling samt de skærekræfter, der genereres for at levere optimal ydelse, sikkerhed og resultater.
Skrubfræsning af rødderne på skovlen, især overgangen mellem hoved og fod, (nav og ledeskovl) er en vigtig opfølgningsoperation der skal udføres rigtigt, da den også udgør betydelige mængder af materiale men ikke er egnet til rombens fræser med runde skær på grund af hjørnet og skulderen, der er involveret. Det kræver en speciel løsning at opnå en høj effektivitet.
Semi-sletfræsning og sletfræsning af skovlen kræver også de bedste værktøjs- og metodeløsninger for at opnå kvalitet ved høj effektivitet. En supplerende fræser med runde skær, solide hårdmetal-pindfræsere og en moderne, velegnet planfræser der anvendes med avancerede metoder, der passer til skovlstørrelsen og -formen så vel som maskinen og de involverede programmuligheder, vil gøre opspændingen komplet.
Skrubfræsning af romben
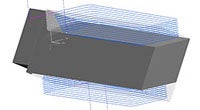
En hyppigt anvendt metode til skrubfræsning af romben er at føre fræseren lige ind i komponenten. Denne metode optimerer ikke værktøjslevetiden og produktiviteten. Vores anbefalede metode er at tilkøre med radius i medfræsningsretning og at holde fræseren konstant i indgreb. På den måde øges tilspændingshastigheden og der er mulighed for en længere værktøjslevetid.
CoroMill 600 er den ideelle fræser til profilskrubfræsning og til semisletfræsningsoperationer. Et optimeret fræserkropdesign, applikationstilpassede kvaliteter og geometri, og det patenterede iLock™-system gør den til det ultimative valg til bearbejdning af skovlflade og rombe.
Nyt skovlfræsningskoncept
Skovlflade

Moderne design af turbineskovle maksimerer effektiviteten vha. komplicerede fladegeometrier. Bearbejdningen af disse flader kræver derfor en omhyggelig bearbejdningsstrategi.
Sandvik Coromant leverer know-how og kvalitetsfræsere til skrubfræsning, semi-sletfræsning og sletfræsning af skovlfladen, omfattende CoroMill 600, CoroMill 300, CoroMill 316 og CoroMill Plura.

CoroMill 600

CoroMill 300

CoroMill Plura
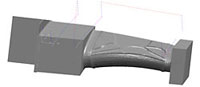
Ledeskovl og nav
Skrubfræsning af overgangsradierne mellem hoved/fod og skovlfladen har altid været en krævende og tidskrævende operation, der involverede et antal specialfremstillede værktøjer.
Den koniske radiuspindfræser med vendeskær (specialfremstillet løsning) samler det bedste fra CoroMill-teknologien i én applikationstilpasset fræserløsning, der frembringer en overflade, der er færdigformet til sletbearbejdningsoperationer. Brug CoroMill Plurafræsere til sletfræsning. Produktivitetsforbedringerne er betydelige.
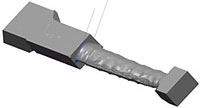
Top og fod
Ved planfræsning af top og fod, skal du gå i indgreb med komponenten vha. metoden tilkørsel med radius. Positionér fræseren excentrisk for at få den tyndeste spån ved udkørsel. Det vil medføre færre vibrationer og muliggøre højere tilspændingshastigheder.
CoroMill 490 er en ny, avanceret fræseløsning med et unikt design baseret på stor aksial spånvinkel kombineret med en positiv, skarp skærkant. CoroMill 490 giver en fremragende overfladefinish på top og fod.

CoroMill 316

CoroMill 216
CoroMill 216

CoroMill 490
Monteringsspor

Skovlens størrelse og sporets position og form afgør bearbejdningsstrategien. En metode hvor der bruges en fræser med høj tilspænding er ofte effektiv til at åbne et spor.
Førstevalg til skrubfræsning af sporet er CoroMill 316-fræseren med høj tilspænding med en ramping-værktøjsbane. CoroMill Plura udgør en alsidig løsning til sletfræsning af sporet, med en skærkantlængde, der dækker de forskellige dybder i sporet.

CoroMill 316
CoroMill Plura
Nyt skovlfræsningskoncept
CoroMill 600 er en moderne, innovativ fræser – et fuldstændigt nyt design baseret på en unik, state-of-the-art-platform for værktøjselementer. Denne fræser med runde skær, der er udviklet til skrubfræsning og semi-sletfræsning af turbineskovle til elproduktion, giver mulighed for en ny tilgang til at klare udfordringerne ved bearbejdning af turbineskovle.
Der er fire nye elementer i det nye koncept:
- skær-leje-kobling; denne faktor har for nylig fået en ny, bredere betydning på grund af dens bredere effekt på de muligheder, der gøres tilgængelige. iLock-konceptet blev introduceret til værktøjer med vendeskær for at sikre en perfekt positionering af skæret i værktøjsholderen/fræserkroppen. Skæret er lettere at rotere i position ved vending af skæret eller at udskifte for operatører med handsker på. Det omhyggeligt udviklede design af præcist matchende rails og spor med den bedste form og størrelse har haft en langtrækkende effekt på skærkantstabilitet, nøjagtighed, sikkerhed og værktøjshåndtering. Implikationerne af dette er, at skærene i CoroMill 600-fræseren ikke længere er afhængige af støtte fra skærlejernes sider til låsning af skæret og vending/fiksering af skæret, hvilket åbner for muligheden for at udstyre skærene med fuldstændigt nye, optimerede geometrier, der tidligere umuligt kunne tages i betragtning. Der er mulighed for nye visioner mht. skæreforløb, variationer i skæregeometrien langs med skærkantlinjen, optimering af tilspændingshastigheden, osv.
- Fræserkroppen på CoroMill 600 har et fuldstændigt nyt design, optimeret til fræsning af krumninger, som den der sker ved 4- og 5-akset fræsning af turbineskovle. Fræserkroppens form og frigang giver mulighed for optimering af værktøjsbaner, højere bearbejdningssikkerhed og forbedret spånafgang. Et skær med differentieret tanddeling minimerer tendenserne til vibration.
- Der udvikler sig nye skærgeometrier til CoroMill 600, der strækker sig fra letskærende til medium bearbejdninger. Skærene er direkte presset vha. de nyeste skærfremstillingsprocesser. Det letskærende skær har en lige så god eller ofte bedre performance end de slebne skær, der kan fås med en tilsvarende geometri. Dette skær har en skarp. positiv men stærk skærkant med optimeret mikrogeometri til forskellige skovlmaterialer.
- Vi har afsluttet udviklingen af en ny skærkvalitet til CoroMill 600-værktøjer. En helt ny CVD-belagt kvalitet, især udviklet og optimeret til fræsning af turbineskovle, har gjort det muligt at forbedre ydelsen for det brede udvalg af martensitiske, rustfri stålskovle. Kvaliteten repræsenterer en ny kombination af skærsubstrat, belægning og fremstillingsprocesser. Supplerende, moderne CVD- og PVD-belagte skærkvaliteter til andre, forekommende skovlmaterialer er blevet gennemprøvet, og er etablerede løsninger.
- Højtrykskølevæske, luft eller minimalsmøring er en del af CoroMill 600-fræseren. Der er forberedt for standard-højtrykskonceptet ved hvert skærleje, med den valgfrie stråle rettet ind, så den forbedrer spåndannelsen. Det gøres for at skabe en hydraulisk kile af kølevæske til de mere krævende materialer, eller for at trykluften skal forbedre sånflow og -afgang – en nøglefaktor ved fræsning af skovle, når skærehastigheden er relativt lav.

Skrubbearbejdning

Unik skærlejeteknologi
Bearbejdning af skovlfladen
Omfatter valg af værktøjer til semi-sletfræsning og sletfræsning af skovlfladens kontur. De baseres på skovlens størrelse, maskine og metoder. For at opnå optimale resultater skal valget af værktøj stå i forhold til mængden af materiale og den modellerede overflade. CoroMill 300-fræseren med runde skær er en fremragende profilfræser til 5-akset bearbejdning, med en god frigang, et let skæreforløb og et bredt program til semi-sletfræsning. Den kan klare semi-sletfræsning med høj tilspænding med en tættandet udgave med kun minimal vibration, hvis overhovedet nogen. 12- og 8 mm IC-skærene, i forskellige geometrier, kan vælges sammen med diameter og tanddeling, så du opnår optimal performance.
Semi-sletfræsning og sletfræsning af skovlfladen er profilfræsningsoverløb med CoroMill Plura solide hårdmetal-pindfræsere, eller med udskiftelige hoveder i CoroMill 316. Semi-sletfræsningsoperationen påvirker den overfladefinish, der opnås i den endelige sletfræsningsoperation. Målet er at generere et meget regelmæssigt, ensartet niveau af restmateriale, om nødvendigt vha. to semi-sletfræsningsoperationer. Vibrationstendencer er en anden faktor, der påvirker kvaliteten, der kan blive påvirket af fræserens indgreb, tilspændingen, adgangsforholdene og skæreforløbet for det anvendte værktøj.
CoroMill Plura-programmet er en moderne udvikling af solide hårdmetal-pindfræsere i avancerede kvaliteter til alle komponentmaterialer. Udviklingen inden for geometri har opfyldt kravene til fræsning i moderne maskiner. Spånkanaldybden er varieret, og er tilpasset, så den passer til de spåntagninger, der giver den bedste kernestabilitet og plads til en effektiv spånafgang under bearbejdning af turbineskovle.
Pindfræsningsoperationer er i høj grad blevet domineret af to i en vis grad overlappende applikationsområder med hensyn til værktøjstyper – fræsere med vendeskær og solide hårdmetalfræsere. Disse områder adskiller sig primært fra hinanden mht. værktøjsdiameter, operationstype og den krævede finish for komponenten. Pindfræsere med vendeskær har ingen øvre diametergrænse men har, af praktiske grunde, en nedre diametergrænse – ofte 12 eller 16 mm. Omvendt kan solide hårdmetal-pindfræsere have en diameter ned til tiendedele af en millimeter, men har normalt en økonomisk øvre diametergrænse omkring 25 mm.
Med hensyn til operationstype og finish er fræsere med vendeskær fleksible værktøjer med et stort spånvolumen, velegnede til de fleste operationer, mens solide hårdmetal-fræsere har tætte værktøjstolerancer og kan levere en meget høj grad af finish og nøjagtighed, især ved stor aksial spåndybde takket være lange, radiale skærkanter.
Mens et solidt hårdmetalværktøj er ét komplet præcisionsværktøj, integreret fra skaft til skærkant, er et værktøj med vendeskær sammensat af to værktøjselementer, hvilket betyder mange muligheder for variation og optimering. Mellem de to områder, der udgøres af værktøjer med vendeskær og solide hårdmetalværktøjer, findes der et potentielt område til en alternativ værktøjsløsning, der overlapper dem begge. Et område der både rummer mulighed for skærvending og fordelene fra de solide hårdmetalværktøjer til små til medium pindfræserdiametre.
CoroMill 316-fræsesystemet med udskiftelig skærenhed er lige så sofistikerede som Plura solide hårdmetalskærkanter kombineret med en avanceret kobling mellem skærenhed og værktøjsskaft. Det har en meget omfattende kapacitet med et program af Plura-skærenheder, hvor sortimentet af skafter gør det egnet til brug i mange forskellige maskiner. CoroMill 316-værktøjet er forafbalanceret og dermed i stand til at klare relativt høje spindelhastigheder. Det kombinerer fordelene ved værktøjsomkostningseffektivitet med værktøjshåndteringseffektivitet. Kombinationen af høje hastigheder og flertandede skærenheder gør det i stand til at klare meget høje tilspændingshastigheder og høje skærehastigheder. Konceptet med udskiftelige skærenheder gør det også lettere at tilpasser fræsergeometrien til forskellige emnematerialer og forhold. Skærenhedernes design giver en god bearbejdningsstabilitet og minimal tendens til værktøjsnedbøjning vha. spiral og differentieret tanddeling.
Avanceret kobling

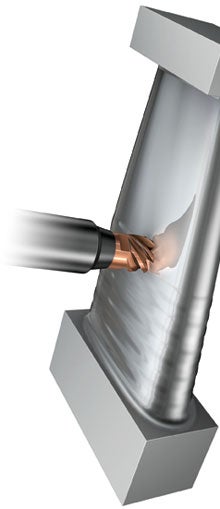
Turbineskovlens ledeskovls- og navareal
der omfatter flader der leder op til og ved overgangsradierne mellem skovlens rod og top, anses normalt for en stand-alone-operation, der kræver brug af applikationstilpassede værktøjer. Den restfræsning der er nødvendig i skrubfræsningen er en temmelig krævende operation, der kræver en fræser, der kan arbejde med stort spånvolumen under flanke- og spidsindgreb.
En konisk pindfræser er ideel, og afhængig af skovlens størrelse, enten som en fræser med vendeskær eller en solid hårdmetalfræser, hvor CoroMill Plura er et godt valg. Når det drejer sig om at optimere produktiviteten i denne operation, hvor der er masser af materiale, er en applikationstilpasset fræser med vendeskær normalt den bedste løsning. En radiusfræser kombineret med en valsefræser klarer jobbet i efterfølgende operationer – CoroMill 216 og CoroMill 390 er de optimale valg.
Men det er en operation, der skriger på en løsning med en applikationstilpasset fræser. Det er blevet besvaret med designet af en speciel konisk radiuspindfræser, der samler det bedste fra CoroMill-teknologien i én. Dette værktøjer leverer de egenskaber, der skal til for at skrubfræse ledeskovlen og navrundingerne, efter at romben er blevet skrubfræst og før sletfræsningsoperationerne begynder. I én operation - eller i det mindste med færre overløb end mange eksisterende løsninger - formes overgangsområdet, så det er klart til en semi-sletfræsningsoperation. Denne fræser kan tilpasses, så den passer til forskellige størrelser af skovle ved hjælp af standard-vendeskær, der er gennemprøvet til hver spåntagning. Dette specielle state-of-the-art-værktøjsdesign tilbyder en ny løsning på en krævende, ofte tids- og værktøjskrævende operation, hvor produktivitetsforbedringerne er betydelige.
Nye udviklinger til skrubfræsning og sletfræsning med koniske radiuspindfræsere
Turbineskovle
Bearbejdning af turbineskovle bevæger sig op på et nyt niveau En konkurrencedygtig... chevron_right
Turbinehus
Bearbejdningsfordele for turbinehuse At skabe værdi, der gavner værkstederne har... chevron_right
Turbine housing
Bearbejdningsfordele for turbinehuse At skabe værdi, der gavner værkstederne har... chevron_right
Steam turbine shaft
Turbineaksler bearbejdes primært vha. drejning og sporstikning med en vis portion... chevron_right
