
Řešení určená pro hospodárné a vysoce kvalitní obrábění konzolových nosníků podvozku v leteckém průmyslu
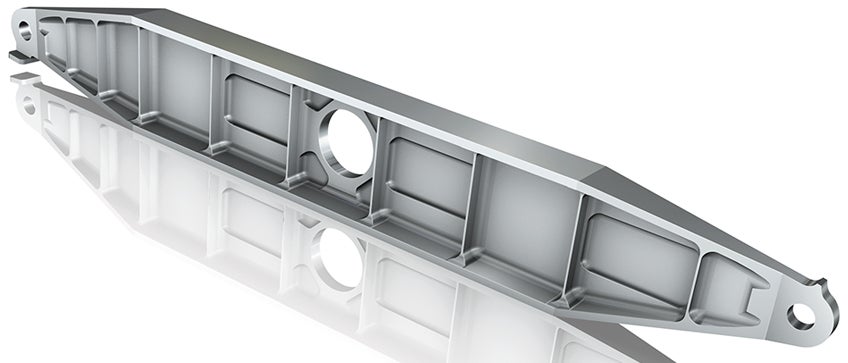
Součástí trupu je i několik konstrukčních dílů vyráběných z titanu. Nosník podvozku je jedním z příkladů součástí s tenkostěnnými partiemi v oblasti dna a příček. Obrábění nosných prvků leteckých konstrukcí často komplikují náročné podmínky, jako jsou tenká dna nebo boční stěny, hluboké dutiny nebo uzavřené rohy. Tyto problémy vám pomůžeme překonat s pomocí speciálních nástrojů a metod.
Nejčastější problémy při obrábění nosných dílů leteckých konstrukcí:
- Špatná produktivita
- Vibrace
- Průhyb nástroje a součásti
- Krátká životnost nástrojů
- Hromadění třísek
- Časově náročný proces
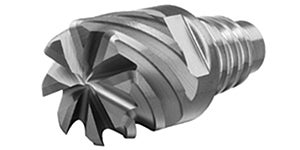
CoroMill® MH20 – Frézování dutin s využitím vysokých rychlostí posuvu
Při obrábění hlubokých dutin, zejména v případě hlubokých, úzkých dutin, je zapotřebí dlouhé vyložení nástrojů. Tyto podmínky jsou náročné a existuje vysoké riziko vzniku vibrací. Koncepce CoroMill® MH20 je optimalizovaná pro aplikace při výrobě dutin v materiálech ISO S, M a P a při dlouhém vyložení nástroje poskytuje jistotu bezpečného obrábění bez vzniku vibrací.
Přečtěte si o CoroMill® MH20 více
CoroMill® Plura HFS - Stabilní strategie stranového frézování s vysokými rychlostmi posuvu
Strategie těžkého obrábění s velkou radiální šířkou záběru nástroje jsou spojené se vznikem tepla a nepřiměřeně vysokých řezných sil, což je pro nástroj velice náročné. Mnohem stabilnější strategii představuje naprogramování velké hloubky řezu (ap) a malé radiální šířky záběru nástroje (ae), což v kombinaci se stanovením maximální tloušťky třísky umožňuje kontrolu velikosti řezných sil. To umožňuje obrábění s vysokou rychlostí posuvu a dosažení vysokých rychlostí úběru kovu díky zvýšení řezné rychlosti a posuvu.
Podrobnější informace o frézách CoroMill® Plura HFS ISO S

CoroMill® 316 – Obrábění tenkostěnných partií
Společnost Sandvik Coromant vyvinula speciální strategii obrábění umožňující překonání problémů s obráběním tenkostěnných partií dna:
- Spirálový tvar dráhy nástroje umožňuje dosažení maximální stability obráběné součásti, což vede k omezení průhybu dna
- Optimalizovaná velikost ponechaného přídavku na obrábění umožňuje dosažení minimálních axiálních řezných sil při dokončovacím řezu
- Frézování rohů prováděné metodou tenkých řezů
- Optimalizovaný poměr ap/ae umožňující zmenšení řezných sil a průhybu součásti na minimum
Nástrojové třídy přednostně určené pro frézování titanu
Pro celou řadu fréz CoroMill® určených pro čelní frézování, rohové frézování, frézování nástrojem s dlouhými břity, ponorné frézování, frézování s vysokými rychlostmi posuvu, tvarové frézování a frézování drážek jsou k dispozici třídy S30T a S40T. Pokud jde o spolehlivost a dlouhodobé uchování funkčních a výkonnostních parametrů, tyto třídy se společně posouvají na zcela novou úroveň.
Nástrojové třídy a břitové destičky pro frézování titanu a žárovzdorných slitin (HRSA)

Třída S30T pro vysoké řezné rychlosti a dlouhou životnost nástroje
Třída S30T byla vyvinuta se zřetelem na produktivitu frézování titanu. Kombinují se u ní vlastnosti mikrojemnozrnného karbidu a PVD povlaku odolného proti opotřebení. Umožňuje vytvoření velmi ostrých břitů, které jsou odolné proti únavovému poškození a vylamování drobných částeček ostří, což i při vyšších řezných rychlostech umožňuje uchování neporušenosti řezné hrany po delší dobu v řezu.

Třída S40T pro náročné podmínky
Třída S40T, která byla vyvinuta pro náročné podmínky, využívá kombinaci velice houževnatého slinutého karbidu a tenkého CVD povlaku. Výsledkem je třída schopná delší dobu odolávat vibracím a dalším náročným podmínkám působícím na nástroj v průběhu řezu. Opotřebení je předvídatelné a řezná hrana se otupuje postupně, aniž by docházelo k náhlým lomům.
S30T a S40T – Produktivní a bezpečné frézování titanových slitin

CoroMill® Plura – Dokončování 2D dutin a frézování rohů – metoda tenkých řezů
Skvělou volbu pro dokončovací obrábění 2D dutin jsou speciální monolitní karbidové stopkové frézy určené pro tyto operace. Tyto stopkové frézy vyvinuté pro obrábění titanu vám umožní obrábění hlubokých dutin s velkými rychlostmi úběru kovu bez vzniku vibrací.
K dalším výhodám patří vysoká přesnost a dlouhá životnost nástrojů při vysokých hodnotách řezných podmínek.
Frézy CoroMill® Plura a metoda tenkých řezů představují ideální kombinaci pro obrábění vnitřních rohů titanových součástí. Díky postupnému odebírání materiálu na větší počet průchodů je dosaženo malé radiální hloubky řezu/malého úhlu záběru a tedy i nízkých řezných sil.

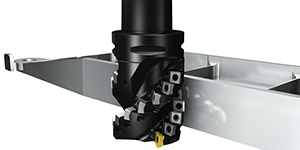
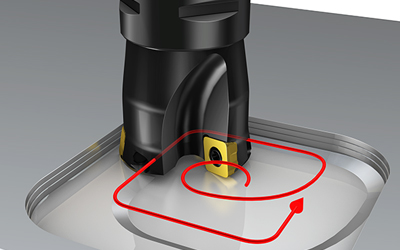
CoroMill® 300 - Hrubovací čelní frézování
Programování narolování do řezu provádějte ve směru hodinových ručiček (narolováním proti směru hodinových ručiček se problém s velkou tloušťkou třísky nevyřeší). Díky narolování do řezu je tloušťka třísky na výstupu ze záběru vždy nulová, což umožňuje použití větších rychlostí posuvu a dosažení delší životnosti nástrojů. Frézy s kruhovými břitovými destičkami se vyznačují maximální produktivitou a nejdelší životností nástroje, což je dáno nízkými hodnotami úhlu nastavení a efektem ztenčení třísky. Frézy CoroMill® 300, pro které jsou dodávány břitové destičky ve třídě S30T a S40T, jsou k dispozici v provedení s vnitřním přívodem řezné kapaliny a malou zubovou roztečí, proto je jejich použití obzvlášť vhodné pro obrábění titanu. V současnosti jsou k dispozici s břitovými destičkami do velikosti 20 mm (metrické) nebo 1.0’’ (palcové).

CoroMill® 690 - 2D tvarové frézování
Pro tento typ operací můžeme nabídnout komplexní řešení od hrubování až po dokončování. Nejlepší volbu pro hrubování představuje fréza CoroMill® 690 spolu s třídami S30T a S40T přednostně určenými pro frézování titanu. Prvky axiální fixace břitové destičky, které jsou součástí její spodní strany, brání jejímu pohybu a umožňují bezpečné dosažení vysokých rychlostí úběru kovu. Její konstrukce umožňuje lehký průběh řezu s minimálními nároky na výkon. Všechny kanálky pro přívod řezné kapaliny mají závity umožňující při použití vysokotlakého přívodu řezné kapaliny montáž trysek o menším průměru.
Hrubování 2D dutin – Řešení 1
Pro hrubování 2D dutin použijte postupné zahlubování po kruhové dráze s využitím malých hloubek řezu, ale posuvem na zub až 1.0 mm, prováděné frézou pro vysoké rychlosti posuvu CoroMill® 210 nebo CoroMill® MH20. Tyto nástroje umožňují použití snadné a rychlé techniky obrábění s mimořádnou rychlostí úběru kovu a jsou vhodné pro všechny koncepce a konfigurace strojů.
K výhodám postupů využívajících postupné zahlubování po kruhové dráze patří snížení počtu nástrojů (nejsou zapotřebí vrtáky) a flexibilita – možnost použití pro široké rozmezí velikostí. Mezi alternativní nástroje využívající stejné techniky programování patří frézy s kruhovými břitovými destičkami, např. CoroMill® 300.
Více informací o frézách CoroMill® MH20
Hrubování 2D dutin – Řešení 2
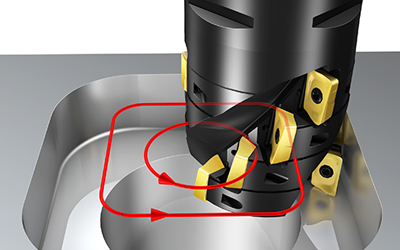
Výjimečných rychlostí úběru kovu lze dosáhnout, je-li 2D dutina otevřena s pomocí frézy CoroMill 390 s dlouhými břity s břitovými destičkami o velikosti 11 mm v nové třídě S30T pro obrábění titanu s využitím postupů, při kterých se nástroj pohybuje po spirálové dráze. Při obrábění dutin udržujte malý oblouk záběru - vytvořte velký vstupní otvor (zhotovený pomocí vrtání nebo postupného zahlubování po šroubovici), použijte narolování do řezu, následně naprogramujte dráhu nástroje s velkými poloměry, abyste předešli vibracím při obrábění rohů.
Vysokotlaký přívod řezné kapaliny
Doporučení je v tomto případě jednoduché, při obrábění titanu vždy používejte velké množství řezné kapaliny a pokud je to možné, také vysokotlaký přívod. Použití vysokého tlaku řezné kapaliny při frézování titanu umožňuje až zdvojnásobení životnosti nástroje ve srovnání s běžně používaným tlakem. Účinně brání jednomu ze zásadních problémů, kterým je přeřezávání třísek a který může způsobit poškození nástroje, tím, že třísky odplavuje pryč a nedochází k jejich navařování.
Doporučení:
- Použijte přívod řezné kapaliny vřetenem a nástrojem
- Množství a tlak je třeba pečlivě uvážit ve vztahu k počtu a průměru kanálků pro přívod řezné kapaliny a prováděné operaci
- Velikost trysek by měla zůstat malá, aby tlak byl maximální
- Doporučený tlak: 70 barů a více
- Doporučené množství: 50 litrů/min
CoroChuck™ 930
Díky své vynikající kvalitě upnutí stopky nástroje nabízí toto sklíčidlo nejlepší ochranu proti vytahování nástrojů na současném trhu, což je zárukou vynikající stability a přístupu do místa řezu ve všech typech frézovacích a vrtacích operací. Řešení, které nejenom pomáhá zvýšit bezpečnost a přesnost obrábění, ale díky rychlému a snadnému seřízení a výměnám nástrojů také zvyšuje efektivitu výroby. Pro stopky Weldon jsou k dispozici kleštiny s mechanicky uzamykatelným rozhraním zaručujícím 100% ochranu proti vytahování nástrojů.

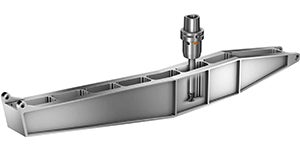
Kompresorové kolo
Tato součást, zhotovená z titanu, má vnitřní dutiny, pro jejichž výrobu je zapotřebí... keyboard_arrow_right
Optimalizované frézování umožňuje obrábění bez vzniku vibrací
Fréza CoroMill MH20 doplňuje stávající produkty řady CoroMill a vyplňuje strategickou... keyboard_arrow_right
Hlavní podvozková noha
Mezi typické součásti přistávacího podvozku letadla patří hlavní/příďová/středová... keyboard_arrow_right
Závěs motoru
Nejnáročnějším tvarovým prvkem tohoto typu závěsu motoru je hluboká drážka procházející... keyboard_arrow_right
