
Řešení pro vysoce kvalitní a hospodárné obrábění skříní spalovacích komor letadlových motorů
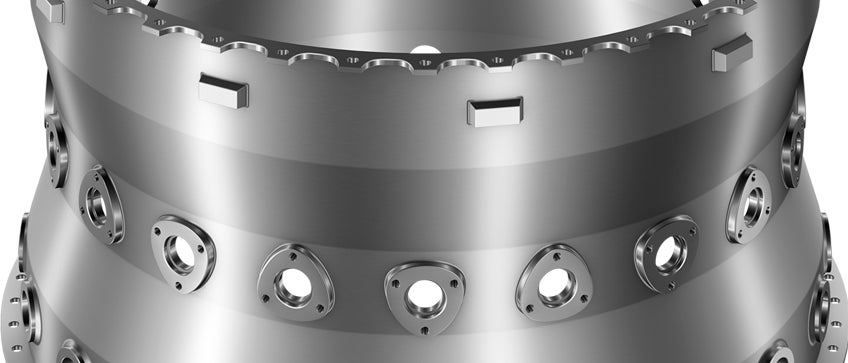
Zpravidla se vyrábějí ze slitin Inconel nebo Waspaloy, které patří k nejproblematičtějším materiálům vůbec. S jejich obráběním je totiž spojena řada problémů, které většinou nesouvisí se soustružnickými operacemi, ale především s celou řadou frézovacích operací používaných při výrobě těchto součástí a s velkým množstvím materiálu, který je třeba odebrat.
Nástrojová řešení pro výrobu skříní spalovací komory v leteckém průmyslu
Monolitní karbidové stopkové frézy CoroMill® Plura pro čelní frézování s vysokými rychlostmi posuvu a pro frézování drážek do plného materiálu
CoroMill® Plura je řada vysoce výkonných monolitních karbidových stopkových fréz, která nabízí produktivní, efektivní a naprosto spolehlivá řešení pro frézování.
Frézy CoroMill® Plura ve třídě 1610 umožňují dosažení mimořádné rychlosti úběru kovu při frézování drážek do plného materiálu a při hrubovacích operacích s velkými šířkami řezu. Díky optimalizované geometrii čelních břitů umožňují použití více než dvojnásobného posuvu na zub ve srovnání s běžnými stopkovými frézami.
Podrobnější informace o frézách CoroMill® Plura pro čelní frézování s vysokými rychlostmi posuvu

Monolitní karbidové stopkové frézy CoroMill® Plura HFS pro polodokončovací stranové frézování s vysokými rychlostmi posuvu
Použití fréz CoroMill® Plura HFS pro stranové frézování s vysokými rychlostmi posuvu umožňuje bezpečné a spolehlivé frézování. Dlouhou a předvídatelnou životnost v kombinaci s vysokou rychlostí úběru kovu jim poskytuje nástrojová třída optimalizovaná pro obrábění niklových slitin, která se vyznačuje ostrými, kontrolovanými břity.

Vysokorychlostní superfinišování a dokončování děr pomocí stopkových fréz CoroMill® Plura
Vysokorychlostní superfinišovací frézy CoroMill® Plura ve třídě 1610 umožňují dosažení vysoké produktivity díky velkému počtu zubů.
Jako rychlou a bezpečnou metodu pro dokončovací obrábění díry lze použít kruhovou interpolaci. Při použití této metody lze tentýž nástroj použít pro dokončovací obrábění děr v širokém rozmezí průměrů, což přináší snížení skladových zásob nástrojů.

Závitořezné frézy CoroMill® Plura a závitníky CoroTap® - Bezpečná a spolehlivá výroba závitů pomocí závitníků nebo frézováním
Řešení CoroMill® Plura a CoroTap® pro výrobu závitů v niklových slitinách pomocí závitníků, respektive frézováním, nabízejí vynikající provozní bezpečnost při opracování velmi drahých součástí.
CoroTap® 300 je závitník s broušenou šroubovitou drážkou. Tento nástroj se vyznačuje vynikajícím odváděním třísek při řezání závitů ve slepých dírách.
Podrobnější informace o závitořezných frézách CoroMill® Plura

Polodokončování a dokončování frézami CoroMill® 390
Pro obrobení přídavků ponechaných po hrubovacích operacích kolem nálitků lze s výhodou využít stopkové frézy CoroMill® 390 s velikostí břitových destiček 07, které umožňují dosažení vynikající kvality obrobeného povrchu dosedacích ploch skříně.

Frézy CoroMill® 300 s lehkým řezem pro čelní a tvarové frézování
Velice bezpečnou a produktivní metodou výroby děr větších průměrů je v tomto případě postupné zahlubování po šroubovici s využitím fréz CoroMill® 300. Řezné síly jsou mnohem menší, než je tomu u vrtacích operací, u nichž je rovněž třeba řešit problémy s přerušovaným vstupem a výstupem z díry.
Pro hrubovací frézování kolem nálitků a tvarových prvků vystupujících z povrchu obráběné součásti použijte frézu CoroMill® 300 s programově řízeným narolováním do záběru, což v kombinaci s kruhovými břitovými destičkami vede ke snížení velikosti opotřebení ve tvaru vrubu a umožňuje použití vysokých rychlostí posuvu.

Univerzální fréza CoroMill® 600 s kruhovými břitovými destičkami pro tvarové obrábění
Díky pozitivnímu axiálnímu úhlu sklonu a optimalizovanému průběhu záběru je fréza CoroMill® 600 mimořádně vhodná pro obrábění žárovzdorných materiálů.
Unikátní řešení iLock® umožňuje snadné a přesné výměny břitových destiček, zvýšení spolehlivosti a výrazné prodloužení životnosti nástroje.

Vysoce bezpečné vrtání s pomocí vrtáků CoroDrill® 860
CoroDrill® 860 s geometrií -SD je řešení pro vrtání krátkých děr optimalizované pro obrábění niklových slitin spadajících do skupiny ISO S. Tento vrták nabízí konzistentní a předvídatelnou životnost, vysokou rozměrovou přesnost a vynikající kvalitu vrtaných děr.

Optimalizovaná kontrola utváření třísek díky použití vrtáku CoroDrill® DS20
CoroDrill® DS20 je první vrták s vyměnitelnými břitovými destičkami, který lze použít pro hloubky vrtání 4 až 7×DC bez nutnosti vrtání vodicí díry.
Pokrokové konstrukční řešení tělesa vrtáku a břitových destiček zajišťuje spolehlivý a předvídatelný průběh vrtacího procesu, zatímco nové, stabilní a vysoce přesné modulární rozhraní MDI (Modular Drilling Interface) se vyznačuje vynikající středicí schopností a umožňuje snížení celkových skladových zásob nástrojů.

Vnitřní obrábění malých, vysoce kvalitních tvarových prvků se systémem CoroTurn® XS
CoroTurn® XS je systém tvořený monolitními karbidovými nástroji navrženými s důrazem na přesnou polohu břitu, který umožňuje dosažení vysoké přesnosti a opakovatelnosti při provádění soustružnických operací.
Tento nástroj nahrazuje neflexibilní speciální nástroje a lze jej použít nejenom pro obrábění děr, ale i pro odstraňování veškerých otřepů.

Nástrojová třída S30T – určená pro náročné obrábění žárovzdorných slitin
S30T je karbidová nástrojová třída s PVD povlakem optimalizovaná pro frézování titanu; vynikajících výsledků dosahuje při dokončování až lehkém hrubování. Tato třída s tenkým povlakem umožňuje vytvoření velmi ostrých břitů, které jsou odolné proti únavovému poškození a vylamování mikroskopických částic ostří, což umožňuje uchování neporušeného ostří po delší dobu v řezu i při vyšších řezných rychlostech.

Úhlové břitové destičky CoroCut®
Byly vyvinuty s ohledem na zajištění potřebného dosahu při obrábění obtížně přístupných dutin a drážek ve složitých součástech.
Brožura věnovaná úhlovým břitovým destičkám CoroCut® ke stažení ve formátu PDF

Soustružení s využitím keramických břitových destiček
Keramické nástrojové třídy CC6220 a CC6230 jsou optimalizované s ohledem na řešení problémů s obráběním nových typů žárovzdorných materiálů, při kterém dochází k rychlému selhání SiAlONových a whiskery vyztužených řezných keramik. Tyto nástrojové třídy umožňují použití vyšších řezných rychlostí, což přispívá ke snížení nákladů na obrobenou součást. Požadujete-li u aplikací používaných při výrobě dutin a při tvarovém obrábění vysoké rychlosti úběru kovu, zvolte třídu CC6160. V případě, že charakter obráběného povrchu žárovzdorných materiálů klade na nástroj zvýšené nároky, zvolte houževnatější nástrojovou třídu CC6165.
Podrobnější informace o keramických nástrojových třídách CC6220 a CC6230
Ukázat více informací a přehled sortimentu keramických nástrojových tříd

CB7014 - CBN řešení pro vysokorychlostní soustružení niklových slitin
Dokončovací soustružení leteckých součástí představuje náročné operace prováděné v problematických materiálech ISO S. Použití CBN břitových destiček umožňuje zvýšení řezné rychlosti a růst produktivity při zachování velmi dobré integrity povrchu součásti. CBN břitové destičky optimalizované pro vysokorychlostní dokončovací obrábění niklových žárovzdorných slitin jsou nyní k dispozici jako skladem dostupné standardní řešení.
Systém CoroTurn® 107 s upínacím rozhraním se stabilizačním vedením pro soustružení tvarových ploch a vybrání v žárovzdorných materiálech (HRSA)
Řešení optimalizované pro použití pozitivních, šroubem upínaných CBN břitových destiček, určené pro dokončovací obrábění součástí z žárovzdorných materiálů s relativně otevřenými tvary. Díky až 12 pevně daným upínacím polohám břitové destičky umožňuje zvýšení produktivity při obrábění žárovzdorných materiálů. Upínací rozhraní se stabilizačním vedením zaručuje bezpečné upnutí, přináší bezpečnost obráběcího procesu, zvýšení spolehlivosti a prodloužení životnosti nástroje při provádění soustružnických operací při obrábění tvarových ploch a vybrání.

Nástrojové třídy optimalizované pro soustružení niklových žárovzdorných slitin ve vystárnutém stavu
Nástrojové třídy GC1205 a GC1210 pro soustružení umožňují bezpečné a spolehlivé obrábění a vyznačují se vynikající odolností proti opotřebení hřbetu a opotřebení ve tvaru vrubu. Kombinace tvrdého substrátu a PVD povlaku umožňuje výrazné zvýšení řezné rychlosti (GC1205) a přináší prodloužení životnosti nástroje (GC1210).
- GC1205: Nástrojová třída pro dokončovací obrábění předobrobeného povrchu. Pro aplikace v posledním a středním stádiu obrábění
- GC1210: Určena hlavně pro aplikace ve středním stádiu obrábění (intermediate stage machining - ISM). Slouží jako alternativa k nástrojové třídě GC1205 v případě, že je požadována vyšší houževnatost

Hřídel
Hlavním problémem při obrábění této součásti, vyráběné z vysokolegovaných ocelí nebo... keyboard_arrow_right
Hřídel
Hlavním problémem při obrábění hřídelů, které se vyrábějí z vysokolegovaných ocelí... keyboard_arrow_right
Keramické stopkové frézy pomáhají optimalizovat obrábění součástí pro letecký průmysl
Společně s tím, jak jsou v leteckém průmyslu stále běžnější součásti vyráběné z niklových... keyboard_arrow_right
Oběžné kolo
Oběžné kolo je součástí pomocné pohonné jednotky (Auxiliary Power Unit). Proces obrábění... keyboard_arrow_right
