
Soluzioni per la lavorazione in efficienza costi e di alta qualità della trave di supporto del carrello di atterraggio
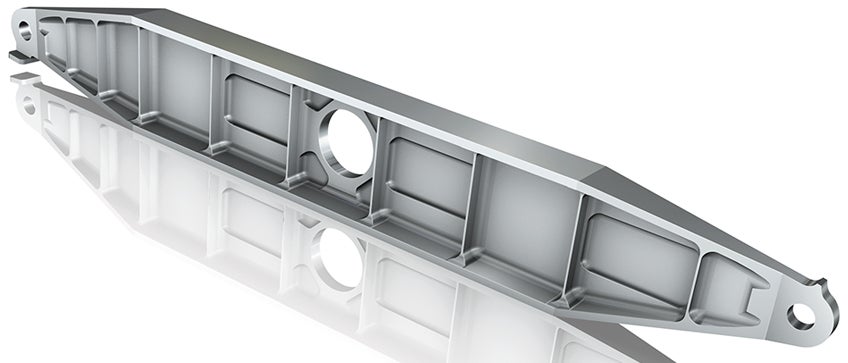
Sulla fusoliera, sono presenti diversi componenti critici prodotti in titanio. La trave di supporto del carrello di atterraggio è un esempio di componente con sezioni di fondo sottili. La lavorazione di componenti strutturali per l'industria aerospaziale è spesso caratterizzata da condizioni di lavoro difficili, es. fondo e pareti sottili, tasche profonde e angoli stretti. Ti aiutiamo a superare queste sfide con utensili e metodi specifici.
Sfide comuni della lavorazione di componenti strutturali:
- Scarsa produttività
- Vibrazioni
- Flessione dell'utensile e del componente
- Breve durata utensile
- Intasamento da truciolo
- Un processo che richiede tempo
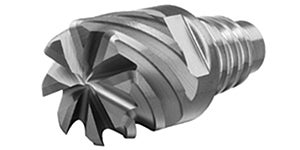
CoroMill® MH20 – Esecuzione tasche ad avanzamento elevato
Quando si lavorano tasche profonde, in particolare tasche profonde strette, sono necessarie lunghe sporgenze. È una condizione complessa e il rischio di vibrazioni è elevato.CoroMill® MH20 è ottimizzato per l'esecuzione di tasche in materiali ISO S, M e P e garantisce una lavorazione sicura e priva di vibrazioni con lunghe sporgenze.
Ulteriori informazioni su CoroMill® MH20
CoroMill® Plura HFS - Strategia di fresatura laterale stabile ad avanzamenti elevati
Con strategie di fresatura aggressive che prevedono un grande impegno dell'utensile, si genera molto calore e forze di taglio eccessive dannose per l'utensile. Una strategia più stabile consiste nel programmare una profondità di taglio maggiore (ap) e bassa larghezza di taglio (ae), abbinate a uno spessore massimo del truciolo controllato per ridurre le forze di taglio. Con questo approccio è possibile lavorare con avanzamenti elevati, aumentando la velocità di taglio e l'avanzamento per aumentare il volume di truciolo asportato.
Ulteriori informazioni su CoroMill® Plura HFS ISO S

CoroMill® 316 - Lavorazione di fondi sottili
Per risolvere le problematiche connesse alla lavorazione di fondi sottili, Sandvik Coromant ha sviluppato una strategia specifica:
- Percorso utensile a spirale "morph" per incrementare la stabilità del pezzo e ridurre la flessione del fondo
- Ottimizzazione del sovrametallo residuo per eseguire la passata finale con forze di taglio assiali minime
- Lavorazione degli spigoli con metodo per piani
- Rapporto ap/ae ottimizzato per ridurre al minimo le forze di taglio e la flessione del componente
Qualità di fresatura specifiche per il titanio
S30T e S40T sono disponibili per diverse frese CoroMill® per operazioni di spianatura, fresatura di spallamenti, contornatura, lavorazione a tuffo, fresatura ad avanzamenti elevati, profilatura e fresatura di cave. Insieme, queste qualità consentono di raggiungere un nuovo livello di prestazioni affidabili e durevoli.
Inserti e qualità per operazioni di fresatura su titanio e HRSA

Qualità S30T per velocità e durata utensile superiori
S30T è stata sviluppata pensando alla produttività della fresatura del titanio. Combina le proprietà del metallo duro a micrograna e quelle di un rivestimento PVD resistente all'usura. Ciò permette di avere taglienti molto affilati e in grado di resistere alla fatica e alla microscheggiatura, rimanendo integri nonostante tempi di taglio più lunghi a velocità di taglio più alte.

Qualità S40T per condizioni difficili
S40T è stata sviluppata per condizioni difficili e combina metallo duro ad alta tenacità con un sottile rivestimento CVD. Il risultato è una qualità che resiste alle vibrazioni e ad altre condizioni di taglio difficili per tempi di taglio più lunghi. L'usura è prevedibile, rendendo il tagliente gradualmente più opaco senza rompersi.
S30T e S40T – Produttività e sicurezza nella fresatura del titanio

CoroMill® Plura - Per la finitura di tasche 2D e la fresatura dei raccordi - metodo per piani
La scelta ideale per la lavorazione di finitura di tasche 2D è costituita dalle frese a candela specifiche in metallo duro integrale. Queste frese a candela, sviluppate per il titanio, permettono di lavorare tasche profonde a elevati volumi di truciolo asportato e senza vibrazioni.
Altri vantaggi sono l'elevata precisione e la lunga durata utensile, a elevati dati di taglio.
CoroMill® Plura e il metodo per piani sono la combinazione ideale quando si lavorano raccordi nei componenti di titanio. Il materiale viene rimosso in passate successive, garantendo piccoli valori di angolo di impegno/profondità radiale e basse forze di taglio.

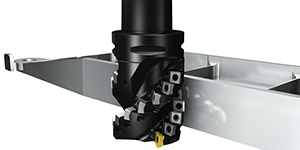
CoroMill® 300 - Spianatura di sgrossatura
Programmare un'interpolazione con un movimento in senso orario (il senso antiorario non risolverà il problema dello spessore del truciolo). Con l'interpolazione, lo spessore del truciolo in uscita è sempre zero, consentendo un maggiore avanzamento e una maggiore durata dell'utensile. Una fresa a inserti rotondi offre una migliore produttività e durata dell'utensile grazie all'angolo di attacco e all'effetto di assottigliamento del truciolo. CoroMill® 300 con S30T e S40T dispone di refrigerante passante e opzione a passo stretto, quindi ottimizzato per il titanio. Ora disponibile con dimensioni di inserto fino a 20 mm (metrico) o 1.0'' (pollici).

CoroMill® 690 - Fresatura di profili 2D
Per questa operazione possiamo fornire una soluzione globale dalla sgrossatura alla finitura. Scelta prioritaria per la sgrossatura è CoroMill® 690 con le speciali qualità per titanio S30T e S40T. La posizione assiale degli inserti è integrata nella parte inferiore dell'inserto per impedire il movimento e consentire elevate velocità di rimozione del metallo in sicurezza. Il suo design la rende adatta a tagli leggeri, con minime esigenze di potenza. Ogni foro per il refrigerante è filettato, in modo da permettere l'utilizzo di ugelli di diametro più piccolo per applicazioni di refrigerante ad alta pressione.
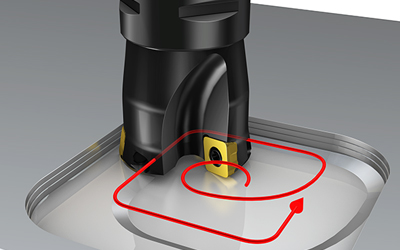
Sgrossatura di tasche 2D - Soluzione 1
Per la sgrossatura della tasca 2D, applicare il metodo di interpolazione circolare utilizzando basse profondità di taglio ma fino a 1,0 mm di avanzamento per dente insieme alla fresa ad alto avanzamento CoroMill® 210 o CoroMill® MH20. Questi strumenti forniscono una tecnica leggera e veloce con un'eccellente velocità di asportazione del metallo e sono adatti a tutti i concetti e configurazioni di macchina.
I vantaggi di questo metodo di interpolazione circolare sono il numero ridotto di utensili (non sono necessarie punte) e la flessibilità, in grado di produrre un'ampia gamma di dimensioni. Utensili alternativi che utilizzano la stessa tecnica di programmazione sono le frese a inserti rotondi come CoroMill® 300.
Ulteriori informazioni su CoroMill® MH20
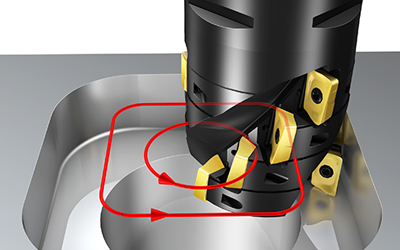
Sgrossatura di tasche 2D - Soluzione 2
Apertura di una tasca 2D con il metodo Morph spirale, utilizzando CoroMill 390 fresa a riccio con inserto da 11 mm e la nuova qualità per il titanio S30T, per eccellenti volumi di truciolo asportato. Durante l'esecuzione di tasche, mantenere piccolo l'arco in presa - realizzare un grande foro di entrata (mediante foratura o intrepolazione elicoidale) - interpolare nel taglio e quindi programmare con grandi raggi di punta per evitare vibrazioni nei raccordi.
Ulteriori informazioni su CoroMill® 390
Aumento della produttività nel settore aerospaziale (articolo)
Refrigerante ad alta pressione
In questo caso, la raccomandazione è semplice: quando si asportano grandi quantità di titanio, applicare sempre refrigerante, possibilmente ad alta pressione. Nella fresatura del titanio, l'utilizzo di refrigerante ad alta pressione anziché a pressione normale raddoppia la durata utensile. In questo modo, infatti, i trucioli saldati vengono evacuati a forza evitando l'effetto di "rimacinatura" che danneggia l'utensile.
Raccomandazioni:
- Applicare refrigerante attraverso mandrino e utensile
- Volume e pressione dovrebbero essere attentamente pianificati in relazione al numero e al diametro dei fori del refrigerante e alla specifica operazione
- La misura degli ugelli dovrebbe essere ridotta al minimo per ottenere una pressione più elevata
- Pressione raccomandata: 70 bar o più
- Volume raccomandato: 50 litri/minuto
CoroChuck™ 930
Grazie alle sue eccellenti capacità di bloccaggio, questo mandrino offre il miglior sistema disponibile sul mercato contro lo sfilamento dell'utensile, per livelli superiori di stabilità e accessibilità nelle operazioni di fresatura e foratura. Una soluzione che, oltre ad aumentare la sicurezza e la precisione di lavorazione, ottimizza anche l'efficienza di produzione grazie a operazioni rapide e semplici di setup e cambio. Per prevenire completamente i problemi di sfilamento, è disponibile una pinza con interfaccia di bloccaggio meccanica per steli Weldon.

Corpo principale del carrello
I componenti tipici dei carrelli di atterraggio sono elemento tubolare principale/anteriore/centrale,... chevron_right
Corpo principale del carrello
I componenti tipici dei carrelli di atterraggio sono elemento tubolare principale/anteriore/centrale,... chevron_right
Disco ventola
Realizzati in titanio, questi componenti presentano camere interne da forare ed ampie... chevron_right
Blisk
I blisk situati sul lato "freddo" del compressore del motore sono realizzati in titanio,... chevron_right
