
Soluzioni per la lavorazione in efficienza costi e di alta qualità dei blisk in HRSA

I blisk situati sul lato "freddo" del compressore del motore sono realizzati in titanio, mentre sul lato caldo della turbina servono blisk realizzati in superleghe resistenti al calore (HRSA).
I fattori essenziali per una lavorazione di successo sono:
- Macchina a cinque assi con buona dinamica simultanea
- Software CAM a cinque assi turbo
- Conoscenza del processo ed utensili ottimizzati per HRSA e titanio
Soluzioni di attrezzamento per l'industria aerospaziale - blisk in HRSA
Soluzione speciale di fresatura M5C331
La soluzione M5C331 rappresenta la scelta più economica quando si tratta di procedere alla fresatura di sgrossatura delle cave dei blisk in HRSA, perché assicura un volume di truciolo asportato che supera anche di quattro volte quello delle soluzioni esistenti basate su utensili integrali rotanti.
M5C331 è una soluzione comprovata, basata sul design di CoroMill® 331 e pronta all'uso con inserti selezionati dell'assortimento CoroMill® 331 standard.

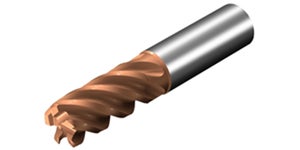
Frese a candela integrali CoroMill® Plura per fresatura laterale ad avanzamenti elevati
La fresatura laterale ad avanzamenti elevati è un efficace metodo di lavorazione dei materiali difficili. Il piccolo impegno radiale consente di aumentare velocità di taglio, avanzamento e profondità di taglio grazie alla diminuzione del calore, dello spessore del truciolo e delle forze radiali. CoroMill® Plura con qualità GC1710, appositamente sviluppata per HRSA a base di nichel e con una dimensione ottimizzata del nucleo che assicura elevata rigidità, è la scelta prioritaria per la fresatura laterale ad avanzamenti elevati dei blisk.
CoroMill® Plura, fresatura laterale ad avanzamenti elevati
Fresa a candela con testa sferica in ceramica ISO S
La fresa a candela con testa sferica in ceramica per ISO S è l'unico utensile di questo tipo in commercio che consente la profilatura ad alta velocità di piccoli diametri su HRSA. La ceramica brasata sull'interfaccia in metallo duro assicura resistenza e flessibilità mentre la geometria con testa sferica garantisce una profilatura più semplice e rapida.

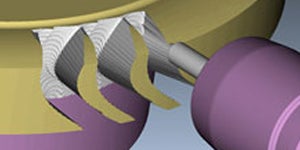
Sgrossatura di scanalature con fresatura a tuffo
Utensile: fresa a tuffo speciale in metallo duro integrale con geometria Gannet®
Metodo: sgrossatura dell'apertura tra le pale con fresatura a tuffo
La lavorazione di componenti con cave e tasche è sempre difficile. L'applicazione di una strategia di fresatura a tuffo può rendere più efficiente, in termini di tempo e costi, la lavorazione di cave e tasche piccole e profonde. L'esclusiva soluzione Gannet è stata sviluppata esclusivamente per la fresatura a tuffo e si rivela ideale quando il diametro dell'utensile è limitato e la sporgenza è lunga.
Semifinitura e finitura della lama
Scoprite la nostra vasta offerta di frese a candela per profilatura ottimizzate per la lavorazione di blisk. Gli utensili sono ideali per la sagomatura complessa e la messa a punto delle superfici della lama, garantendo una finitura di alta qualità.
CoroMill® Plura a testa sferica
Scelta prioritaria per tutte le operazioni di fresatura di punta, con elevata flessibilità in termini di angolo di inclinazione e profondità.
Per operazioni di fresatura di punta impegnative con scarichi e sbavature di forme complesse.
CoroMill® Plura conico a testa sferica
Per operazioni di fresatura sul fianco o di punta in cui l'accessibilità è difficile.
Per applicazioni di pavimentazione ad alta produttività. La soluzione ottimale per incrementare la produttività e ridurre i tempi ciclo.

Foratura ultra sicura con CoroDrill® 860
CoroDrill® 860 con geometria -SD è una soluzione per la foratura poco profonda ottimizzata per la lavorazione di materiali ISO S a base di nichel. Questa punta assicura una durata utensile costante e prevedibile, con elevata precisione dimensionale ed eccellente qualità del foro.

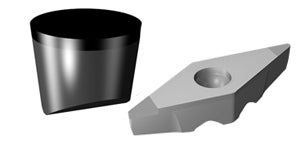
CB7014 - Soluzione di tornitura in CBN ad alta velocità per leghe a base di nichel
La tornitura di finitura di componenti aerospaziali è un'operazione complessa, eseguita su materiali ISO S difficili. L'utilizzo di inserti in CBN consente di aumentare la velocità di taglio e la produttività, mantenendo una buona integrità superficiale del componente. Gli inserti in CBN ottimizzati per la finitura ad alta velocità di superleghe resistenti al calore a base di nichel sono ora disponibili come soluzione standard in stock.
CoroTurn® 107 con interfaccia a binario per le operazioni di profilatura ed esecuzione di tasche su HRSA
Per la finitura di componenti in HRSA con caratteristiche relativamente aperte, è ottimizzata per utilizzare inserti a vite positivi in CBN. Con fino a 12 posizioni dell'inserto, è in grado di aumentare la produttività di lavorazione delle HRSA. L'interfaccia a binario garantisce un perfetto montaggio, offre sicurezza del processo e aumenta l'affidabilità e la durata utensile nelle operazioni di profilatura ed esecuzione di tasche.

Blisk
I blisk situati sul lato "freddo" del compressore del motore sono realizzati in titanio,... chevron_right
Girante
La girante si trova nell'APU. La lavorazione delle lamine delle turbine è simile,... chevron_right
Lavorazione a caldo
Sfida: lavorare in modo efficiente i componenti in HRSA dei motori aerospaziali. Soluzione:... chevron_right
Collettore
La lavorabilità del titanio è ridotta, tuttavia, a differenza delle leghe al nichel,... chevron_right
