V následující tabulce jsou uvedeny užitečné rady pro řešení problémů při frézování, ke kterým dochází v důsledku vzniku vibrací, hromadění třísek, přeřezávání třísek, neuspokojivé kvality obrobeného povrchu, tvorby otřepů, výkonu stroje, a opotřebení nástroje.
Příčina
Řešení
Vibrace
Nedostatečná tuhost upínacího přípravku
Posuďte směr řezných sil a zajistěte potřebnou oporu nebo vhodným způsobem upravte upínací přípravek
Snižte velikost řezných sil zmenšením hloubky řezu, ap
Použijte frézu s hrubou zubovou roztečí a nerovnoměrným rozdělením zubů a s pozitivnějším záběrem břitu
Použijte geometrii s malým poloměrem rohu a malým paralelním zábřitem
Zvolte jemnozrnnou nepovlakovanou třídu, nebo břitovou destičku s tenčím povlakem
Vyhýbejte se obrábění s nedostatečnou oporou obrobku proti působení řezných sil
Špatná tuhost obrobku v axiálním směru
Zhodnoťte možnosti použití fréz pro frézování do rohu (úhel nastavení 90°) s pozitivní geometrií
Použijte břitové destičky s geometrií -L
Snižte velikost axiálních řezných sil – použijte menší hloubku řezu, menší poloměr rohu a menší paralelní zábřit
Zvolte frézu s velkou zubovou roztečí s nerovnoměrným rozdělením zubů
Zkontrolujte opotřebení nástroje
Zkontrolujte házení nástrojového držáku
Zajistěte lepší upnutí nástroje
Příliš velké vyložení nástroje
Snižte vyložení nástroje na minimum
Použijte frézy s velkou zubovou roztečí s nerovnoměrným rozdělením zubů
Zajistěte rovnováhu mezi radiálními a axiálními řeznými silami – úhel nastavení 45 stupňů, velký poloměr rohů nebo kruhové břitové destičky
Zvyšte posuv na zub
Použijte geometrii břitových destiček s lehkým řezem
Snižte axiální hloubku řezu, af
Pro dokončování použijte nesousledné frézování
Používejte frézy s přesazeným průměrem a adaptéry se spojkou Coromant Capto®
V případě monolitních karbidových stopkových fréz a fréz s výměnnými frézovacími hlavicemi zkuste použít nástroj s menším počtem zubů a/nebo s větším úhlem stoupání šroubovice
Frézování pravoúhlého osazení při malé tuhosti vřetena
Zvolte co nejmenší průměr frézy
Použijte pozitivní koncepci frézy a pozitivní břitové destičky s lehkým řezem
Zkuste použít nesousledné frézování
Zkontrolujte průhyb vřetena a posuďte, zda je pro daný typ stroje vyhovující
Na konvenčních strojích seřiďte aretační šroub nebo vyměňte kuličkový šroub
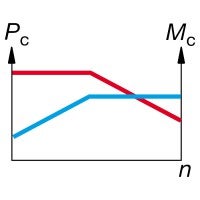
Řezné podmínky
Snižte řeznou rychlost, vc
Zvyšte posuv, fz
Změňte hloubku řezu, ap
Špatná stabilita
Snižte vyložení nástroje
Zvyšte stabilitu
Vibrace v rozích
Naprogramujte dráhu nástroje s větším poloměrem rohu a sníženou rychlostí posuvu
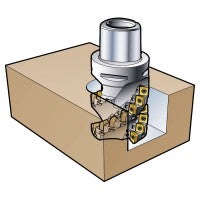
Hromadění a zasekávání třísek Častý problém při frézování drážek do plného materiálu – zejména v případě materiálů tvořících dlouhou třísku
Poškození rohů břitové destičky
Vylamování ostří a celkový lom
Přeřezávání třísek
Usnadněte odvádění třísek použitím dostatečného množství řezné kapaliny nebo stlačeného vzduchu a jejich správným nasměrováním
Snižte posuv, fz
Velké hloubky řezu rozdělte do několika průchodů
Pro hluboké drážky zkuste použít nesousledné frézování
Použijte frézy s velkou zubovou roztečí
V případě monolitních karbidových stopkových fréz a fréz s výměnnými frézovacími hlavicemi použijte provedení s maximálně dvěma nebo třemi zuby a/nebo s větším úhlem stoupání šroubovice
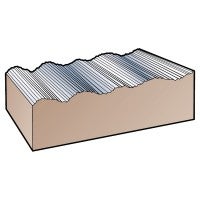
Přeřezávání třísek Lze se s ním setkat při frézování drážek do plného materiálu a obrábění dutin – zejména při obrábění titanu. Je běžné také při frézování hlubokých dutin a kapes na strojích s vertikálním uspořádáním.
Lom břitu
Velice škodlivé pro životnost nástroje a pro bezpečnost a spolehlivost obráběcího procesu
Hromadění třísek
Zajistěte efektivní odvádění třísek pomocí stlačeného vzduchu nebo podáváním dostatečného množství řezné kapaliny – přednostně přiváděné tělem nástroje
Změňte polohu frézy a strategii programování
Snižte posuv, fz
Velké hloubky řezu rozdělte do několika průchodů
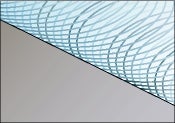
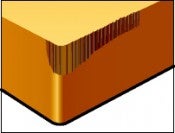
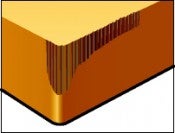
Neuspokojivá kvalita obrobeného povrchu
Příliš vysoká hodnota posuvu na otáčku
Seřiďte frézu v axiálním směru nebo provádějte třídění břitových destiček. Pomocí úchylkoměru zkontrolujte nastavení výšky
Zkontrolujte házení vřetena a upínací plochy frézy
Snižte posuv na otáčku na max. 70 % šířky paralelního zábřitu
Jestliže to je možné, použijte hladící břitové destičky (dokončovací operace)
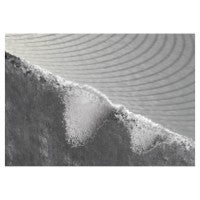
Dosažení optimalizovaných hodnot řezných parametrů, nejlepší možné kvality obráběné součásti a co nejdelší životnosti nástroje vyžaduje, aby po ukončení obrábění byla vždy provedena kontrolu stavu břitové destičky/řezné hrany. Tato tabulka shrnuje příčiny a řešení problémů s různými typy opotřebení břitové destičky a slouží jako návod, který vám pomůže k dosažení úspěšných výsledků při frézování.
Příčina
Řešení
Opotřebení hřbetu Rychlé opotřebení, které způsobuje špatnou kvalitu obrobené plochy nebo nedodržení tolerancí.
Příliš vysoká řezná rychlost
Nedostatečná odolnost proti otěru
Příliš nízký posuv, fz,
Snižte řeznou rychlost,, vc
Zvolte nástrojovou třídu odolnější proti otěru
Zvyšte posuv, fz
Opotřebení hřbetu Nadměrné opotřebení otěrem, které má za následek krátkou životnost nástroje.
Vibrace
Přeřezávání třísek
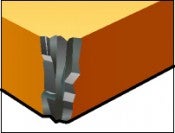
Vytváření otřepů na součásti
Špatná kvalita obrobené plochy
Tvorba tepla
Nadměrná hlučnost
Zvyšte posuv, fz
Použijte sousledné frézování
Pro efektivní odvádění třísek využijte stlačený vzduch
Zkontrolujte doporučené řezné podmínky
Opotřebení hřbetu Nerovnoměrné opotřebení způsobující poškození rohů..
Obvodové házení nástroje
Vibrace
Krátká životnost nástrojů
Špatná kvalita obrobené plochy
Vysoká hlučnost
Příliš vysoké radiální řezné síly
Snižte velikost házení pod 0.02 mm (0.0008 inch)
Zkontrolujte sklíčidlo a kleštinu
Snižte vyložení nástroje
Snižte počet zubů v záběru
Použijte nástroj s větším průměrem
V případě monolitních karbidových stopkových fréz a fréz s výměnnými frézovacími hlavicemi zvolte geometrii s větším úhlem stoupání šroubovice (gp ≥ 45°)
Rozdělte axiální hloubku řezu, ap, do více průchodů
Snižte posuv, fz
Snižte řeznou rychlost,, vc
Vysokorychlostní obrábění s využitím malých hloubek řezu
Zajistěte lepší upnutí nástroje a obrobku
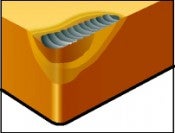
Opotřebení ve tvaru žlábku Nadměrné opotřebení způsobující zeslabení břitu. Poškození vedlejšího břitu má za následek špatnou kvalitu obrobené plochy.
Opotřebení difuzním otěrem v důsledku příliš vysokých teplot působících na čele nástroje
Zvolte třídu s povlakem z Al203
Zvolte pozitivní geometrii břitových destiček
Nejprve snižte řeznou rychlost z důvodu snížení teploty v místě řezu, teprve potom snižte posuv
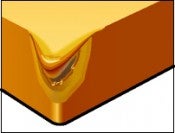
Plastická deformace Plastická deformace břitu, stlačení břitu nebo vtlačení hřbetu, má za následek špatnou kontrolu utváření třísky, špatnou kvalitu obrobené plochy nebo lom břitové destičky.
Příliš vysoká teplota a tlak v místě řezu
Zvolte nástrojovou třídu odolnější proti otěru (tvrdší)
Snižte řeznou rychlost,, vc
Snižte posuv, fz
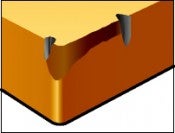
Vylamování ostří Část ostří, která není v záběru je poškozována zasekáváním třísek. Poškozena může být jak čelní strana, tak i dosedací plocha břitové destičky, což má za následek nevyhovující strukturu obrobeného povrchu a nadměrné opotřebení hřbetu.
Třísky se stáčejí proti ostří břitové destičky
Zvolte houževnatou nástrojovou třídu
Zvolte břitovou destičku s odolnějším břitem
Zvyšte řeznou rychlost, vc
Zvolte pozitivní geometrii
Na začátku řezu snižte posuv
Zvyšte stabilitu
Vylamování ostří Malé trhliny v břitu (degradace ostří v důsledku jejich spojování) způsobují špatnou kvalitu obrobené plochy a nadměrné opotřebení hřbetu.
Příliš křehká nástrojová třída
Geometrie břitové destičky je málo odolná
Vytváření nárůstku na břitech
Zvolte houževnatější nástrojovou třídu
Zvolte břitové destičky s odolnější geometrií
Zvyšte řeznou rychlost, vc, nebo zvolte pozitivní geometrii
Na začátku řezu snižte posuv
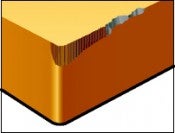
Opotřebení ve tvaru vrubu Opotřebení ve tvaru vrubu s sebou přináší špatnou kvalitu obrobené plochy a nebezpečí lomu břitu.
Deformačně zpevňující materiály
Kůra a okuje
Snižte řeznou rychlost,, vc
Zvolte houževnatou nástrojovou třídu
Použijte odolnější geometrii
Použijte úhel záběru, který se více blíží 45 stupňům
Chcete-li dosáhnout co nejlepších výsledků, použijte kruhové břitové destičky
Ke snížení rychlosti opotřebení použijte metodu založenou na řízené změně hodnoty ap
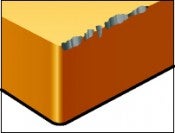
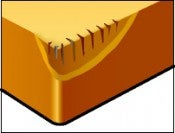
Tepelné trhliny Malé trhliny kolmé na ostří, které vznikají v důsledku kolísání teploty, způsobují vylamování břitu a špatnou kvalitu obrobené plochy.
Obrábění s přerušovaným řezem
Kolísání přívodu řezné kapaliny
Zvolte houževnatější třídu s vyšší odolností proti tepelným rázům
Řeznou kapalinu je třeba přivádět v dostatečném množství nebo raději vůbec
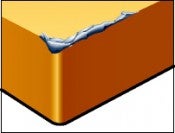
Tvorba nárůstku na břitu (BUE) Vytváření nárůstku na břitu způsobuje špatnou kvalitu obrobeného povrchu a vylamování břitu v okamžiku, kdy dochází k oddělení nárůstku.
Teplota v místě řezu je příliš nízká
Materiály, které velice snadno ulpívají na břitu, např. nízkouhlíkové oceli, korozivzdorné oceli nebo hliníkové slitiny
Zvyšte řeznou rychlost, vc
Použijte vhodnější geometrii břitových destiček
Tvorba nárůstku na břitu (BUE) Dochází k navařování materiálu obrobku na břit.