
Frézování vnitřních rohů
Frézování vnitřních rohů vyžaduje pečlivé posouzení přípustné velikosti oblouku záběru frézy a také přiměřené rychlosti posuvu.
Hlediska
- Při nájezdu frézy do vnitřního rohu se zvětšuje radiální oblouk záběru, což klade extrémní nároky na břit
- Často dochází ke ztrátě stability obráběcího procesu, vzniku vibrací a snížení bezpečnosti obráběcího procesu
- Kolísání řezné síly často vede k odříznutí části rohu (podříznutí).
- Existuje zde také riziko vylamování břitů nebo celkového lomu nástroje
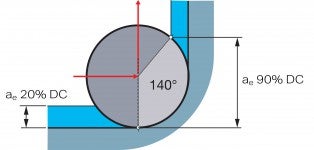
Konvenční frézování rohů
Poloměr rohu = 50 % x DC
Řešení – omezení velikosti oblouku záběru
Ke zmenšení velikosti oblouku záběru a radiální šířky záběru lze využít naprogramování poloměru na dráze nástroje (frézování kruhovou interpolací) a tím dosáhnout snížení sklonů ke vzniku vibrací, což při frézování vnitřních rohů umožňuje použití větších hloubek řezu a rychlostí posuvu.
- Poloměr rohu se vyfrézuje větší, než je udáno na výkrese. To může být někdy výhodné vzhledem k tomu, že pro hrubování lze použít frézy o větším průměru a dosáhnout tak vysoké produktivity
- Pro frézování požadovaného poloměru rohu je následně možné použít frézu o menším průměru DC
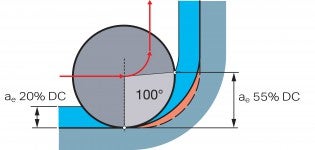
Vyfrézování většího poloměru rohu součásti,
Poloměr rohu = 75 % x DC
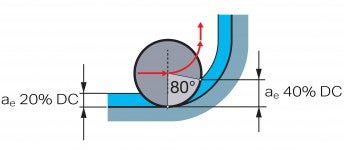
Použití frézy o menším průměru,
Poloměr rohu = 100 % x DC
Hrubování
Optimální je naprogramovat v rohu poloměr dráhy nástroje o velikosti 50 % DC.
Dokončování
Při dokončování není vždy možné použití tak velkého poloměru dráhy nástroje - průměr frézy by ale neměl být větší než 1,5násobek poloměru rohu součásti (např. pro poloměr rohu 10 mm (0.394 inch) = max. 15 mm (0.591 inch).
Ponorné frézování
Co vyžaduje úspěšné ponorné frézování? Při ponorném frézování probíhá řez na čele... keyboard_arrow_right
Dráha nástroje a utváření třísek
Správná dráha nástroje a utváření třísek jsou při frézování velice důležitými faktory... keyboard_arrow_right
Použití
Prohlížení a stahování je možné zde Pro hloubku drážky větší než IC/2 je doporučeno... keyboard_arrow_right
Frézování děr a dutin/vybrání
Dvouosé postupné zahlubování po lineární dráze Postupné zahlubování po kruhové dráze Zvětšování... keyboard_arrow_right
