
Jak při frézování potlačit sklony ke vzniku vibrací

Vibrace mohou při frézování vznikat v důsledku nedostatků obráběcího nástroje, upínače nástrojů, stroje, obrobku nebo upínacího přípravku. Chcete-li omezit sklony ke vzniku vibrací, vyžaduje to posouzení několika strategií.
Obráběcí nástroj
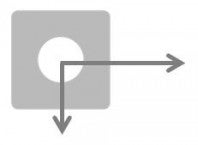
- U fréz s úhlem nastavení 90° mají hlavní řezné síly radiální směr. To při dlouhém vyložení způsobuje průhyb frézy – nicméně malé axiální řezné síly jsou výhodné při frézování tenkostěnných/na vibrace choulostivých součástí
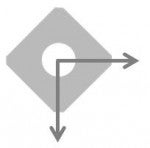
- U fréz s úhlem nastavení 45° jsou vznikající radiální a axiální řezné síly rovnoměrně rozložené
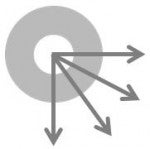
- U fréz s kruhovými břitovými destičkami směřují vznikající síly hlavně proti vřetenu, zejména při malých hloubkách řezu. Rovněž u fréz s úhlem nastavení 10° jsou vznikající síly přenášeny přímo do vřetena, což vede k omezení vzniku vibrací v důsledku velkého vyložení nástroje
- V případě čelního frézování je třeba posoudit směr výslednice řezných sil:
- Pro danou operaci je třeba zvolit nejmenší možný průměr frézy
- Hodnota DC by měla být o 20–50 % větší než ae
- Je třeba zvolit velkou a/nebo nerovnoměrnou zubovou rozteč frézy
- Výhodné je použití frézy s nízkou hmotností, např. frézy s hliníkovým tělem
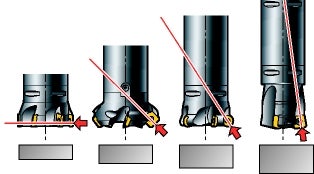
Použití velkého úhlu nastavení v případě tenkostěnných nestabilních obrobků = malá axiální řezná síla.
Použití malého úhlu nastavení v případě velkého vyložení nástroje = velká axiální řezná síla.
Upínání nástrojů
Modulární upínací nástrojový systém Coromant Capto® umožňuje sestavení nástrojů s požadovanou délkou, při zachování vysoké stability a minimálního obvodového házení.
- Pečlivě dbejte na to, aby tuhost nástrojové sestavy zůstala maximální a její délka co nejkratší
- Zvolte největší možný průměr/velikost adaptéru
- Abyste předešli použití redukčních adaptérů, používejte adaptéry Coromant Capto® v kombinaci s frézami s přesazeným průměrem
- Pokud je to možné, pro malé frézy používejte kónické adaptéry
- U operací, při kterých poslední průchod probíhá hluboko uvnitř součásti, provádějte výměny za prodloužený nástroj v předem stanovených fázích. Pro každou délku nástroje upravte řezné podmínky
- Pro otáčky vřetena nad 20 000 ot/min používejte vyvážené obráběcí nástroje a nástrojové držáky

Fréza s přesazeným průměrem
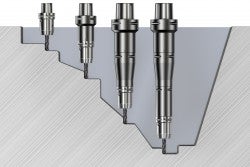
Vždy použijte nejkratší možnou délku nástroje.
Délku nástroje zvyšujte postupně.
Frézy Silent Tools s vnitřním tlumením
Při vyložení větším než čtyřnásobek průměru nástroje se sklony k vibracím mohou projevovat mnohem zřetelněji a frézy Silent Tools s vnitřním tlumením mohou umožnit významné zvýšení produktivity.

Břit nástroje
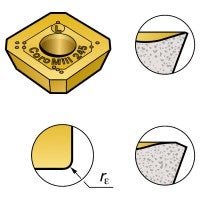
Za účelem snížení velikosti řezných sil:
- Použijte geometrii pro lehký řez, -L, která má ostrý břit, a nástrojovou třídu s tenkým povlakem
- Použijte břitové destičky s malým poloměrem rohu a malým paralelním zábřitem
V některých případech může přinést snížení sklonů k vibracím začlenění dalšího tlumícího prvku do systému. Použijte poněkud negativnější geometrii břitu nebo mírně opotřebené břity.
Řezné podmínky a programování dráhy nástroje
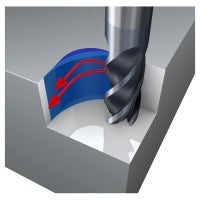
- Frézu vždy umístěte excentricky ve vztahu k obráběné ploše
- Stopkové frézy nebo frézy s dlouhými břity s KAPR 90° využívají malou radiální šířku záběru: max. ae= 25% DC a velkou axiální hloubku řezu: max. ap = 100 % De
- Pro čelní frézování používejte malé hloubky řezu, ap, a velký posuv, fz, v kombinaci s kruhovými břitovými destičkami nebo frézami pro velké rychlosti posuvu s malými úhly nastavení
- Předcházejte vzniku vibrací naprogramováním velkého poloměru dráhy nástroje v rozích, viz frézování vnitřních rohů
- Pokud je tloušťka třísky příliš malá, místo toho, aby břit řezal, dochází ve značné míře k odírání břitu o povrch obrobku, což má za následek vibrace. V takovém případě je nutné zvýšení posuvu na zub
Obráběcí stroj

Na sklon ke vzniku vibrací při frézování může mít značný vliv stav stroje. Nadměrné opotřebení ložisek vřetena nebo posuvového mechanismu má za následek špatné chování v průběhu obrábění.. Pečlivě zvolte postup obrábění a směr výslednice řezných sil tak, aby bylo možné plně využít výhod plynoucích ze stability stroje.
Každé vřeteno obráběcího stroje má oblasti s přirozeným sklonem k vibracím. Oblasti příznivé pro stabilitu obrábění se nazývají pásy stability a oblasti nárůstu sklonu k vibracím se označují jako otáčkami buzená maxima. I velmi malé zvýšení o pouhých 50 ot/min může změnit obráběcí proces z nestabilního se vznikem vibrací na stabilní.
Obrobek a jeho upnutí
Při frézování součástí s malou tloušťkou stěny/dna a/nebo je-li upínací přípravek nedostatečně tuhý, nezapomeňte na následující skutečnosti:
- Upínací přípravek by měl být v těsném kontaktu se stolem obráběcího stroje
- Pro dosažení co nejstabilnějších podmínek obrábění je nutná optimalizace dráhy nástroje s využitím nasměrování posuvu vůči nejtužším částem stroje/přípravku
- Je třeba se vyhnout obrábění ve směrech, kde má obrobek nedostatečnou oporu
- Pokud je upínací přípravek a/nebo obrobek v určitém směru málo tuhý, umožňuje potlačení sklonu k vibracím nesousledné frézování
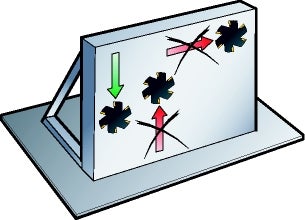
V případě malé tuhosti upnutí by měl posuv
nástroje směřovat ke stolu stroje
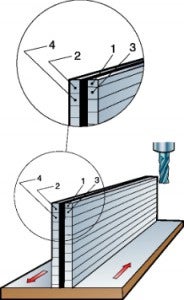
Mějte na paměti, že hloubka prvního průchodu
má sahat do poloviny druhého, ten do poloviny třetího atd.
Konfigurace nástrojové sestavy
Při soustružení závisí dobrá kvalita především na nástrojovém systému a způsobu jeho... keyboard_arrow_right
Velké vyložení nástroje – důležitá hlediska
Při obrábění s dlouhým vyložením nástroje začíná docházet k problémům se vznikem... keyboard_arrow_right
Nástroje Silent Tools pro frézování
Pro zajištění potřebného dosahu při obrábění rozměrných obrobků, vyžaduje celá řada... keyboard_arrow_right
Dráha nástroje a utváření třísek
Správná dráha nástroje a utváření třísek jsou při frézování velice důležitými faktory... keyboard_arrow_right
