
Dráha nástroje a utváření třísek při frézování
Správná dráha nástroje a utváření třísek jsou při frézování velice důležitými faktory z hlediska zajištění bezpečnosti řezné hrany a delší životnost nástroje při frézovacích operacích.
V radiálním směru dochází k přerušování záběru jednotlivých břitů frézy do obráběného materiálu. Každý záběr nástroje se skládá ze tří různých fází, které je třeba posoudit:
1. Vstup do záběru
2. Oblouk záběru břitu
3. Výstup ze záběru
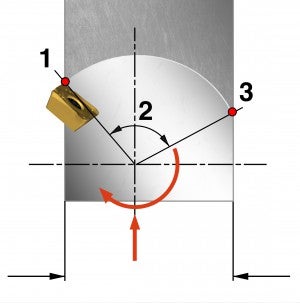
Vstup do záběru
Při použití slinutých karbidů je vstup do záběru nejméně choulostivým úsekem ze všech tří fází záběru. Karbidy dobře snášejí účinek sdružených napětí vznikajících v důsledku rázu při vstupu do záběru.
Výstup ze záběru
Výstup ze záběru je nejchoulostivějším úsekem ze všech tří fází záběru.
Při frézování se vždy snažte vyhnout tomu, aby při výstupu z řezu docházelo k vytváření tlustých třísek. Při použití karbidových břitových destiček často v důsledku velké tloušťky třísky na výstupu z řezu dochází k prudkému poklesu životnosti nástroje. Na konci záběru ztrácí tříska oporu a pokouší se ohnout, což způsobuje namáhání karbidového břitu tahovými silami a může být příčinou jeho lomu.

Oblouk záběru břitu
- Největší možný oblouk záběru je 180° (ae = 100% DC) při frézování drážky do plného materiálu
- Při dokončovacím frézování může být oblouk záběru velmi malý
- Nároky na třídu VBD mohou být značně odlišné, v závislosti na procentním podílu radiální šířky záběru, ae/DC
- Čím delší je oblouk záběru, tím větší množství tepla může přestoupit do břitu
- Při velkém oblouku záběru nabízejí nejúčinnější ochranu před účinkem tepla břitové destičky s CVD povlakem
- Při malém oblouku záběru je obvykle tloušťka třísky menší a při použití tříd s PVD povlakem, které mají ostřejší břity, vznikají menší řezné síly a menší množství tepla
Velký (max.) oblouk záběru
- Dlouhé časy v řezu
- Vysoké radiální řezné síly
- Větší množství vznikajícího tepla
- Nástrojové třídy s CVD povlakem
Malý oblouk záběru
- Krátký čas v řezu a menší množství vznikajícího tepla umožňují použití vyšší vc
- Menší tloušťka třísky umožňuje použití vyššího fz
- Ostré břity
- Nástrojové třídy s PVD povlakem
Vstup do obráběné součásti
Pokud je nájezd do řezu naprogramován po přímé dráze, bude po dobu, než fréza zcela vnikne do obrobku, vznikat na výstupu ze záběru tlustá tříska. V důsledku toho může dojít ke značnému snížení životnosti nástroje, zejména v případě tvrdších ocelí, titanu a žárovzdorných slitin. Klidný a plynulý nájezd do záběru má zásadní význam také z hlediska vzniku vibrací.
Existují dva způsoby, jak docílit delší životnosti nástroje:1. Snížení posuvu
Snížení rychlosti posuvu na 50 %, dokud fréza zcela nevnikne do záběru.2. Narolování do záběru
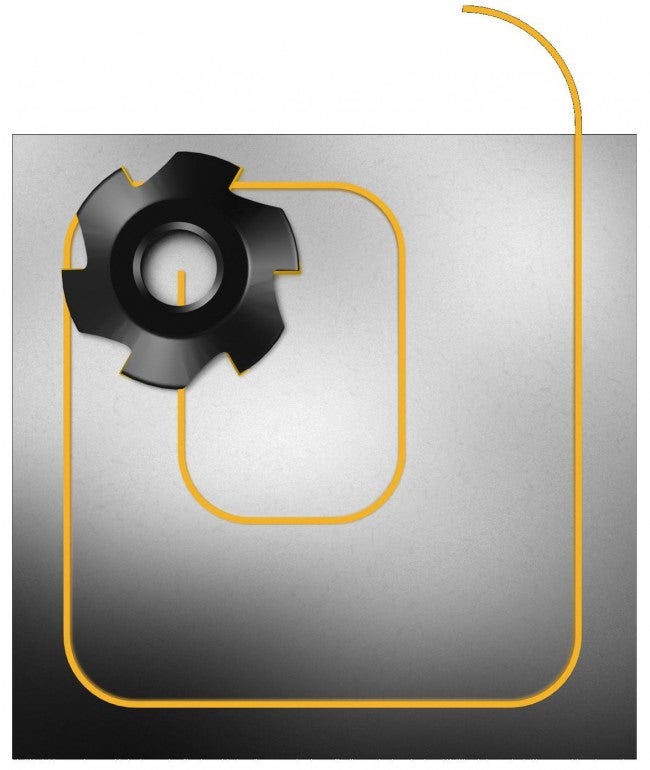
Narolování do řezu naprogramujte ve směru hodinových ručiček (narolováním proti směru hodinových ručiček se problém s velkou tloušťkou třísky nevyřeší). Díky narolování do řezu je tloušťka třísky na výstupu ze záběru vždy nulová, což umožňuje použití větších rychlostí posuvu a dosažení delší životnosti nástrojů.
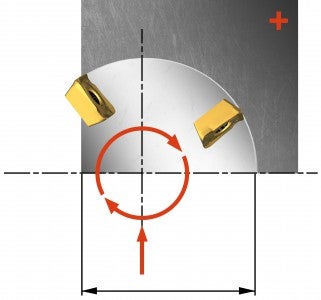
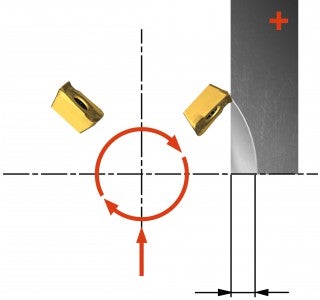
Poloha frézy
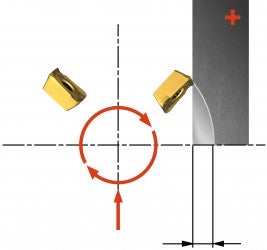
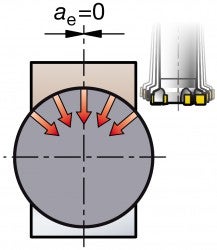
Posunutím frézy mimo střed obrobku (směrem vlevo) dojde ke zvýšení tloušťky třísky na vstupu do záběru a snížení tloušťky třísky na výstupu ze záběru (v případě sousledného frézování). Díky tomu je dosaženo stálejší a příznivější orientace řezných sil, čím jsou minimalizovány sklony ke vzniku vibrací.
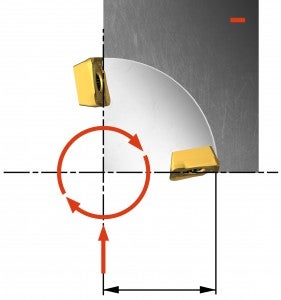
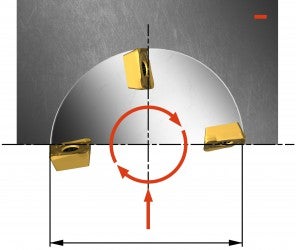
Je-li fréza nastavena symetricky s osou obrobku, na výstupu ze záběru vznikají tlusté třísky a zvyšuje se také riziko vzniku vibrací.
Průměr frézy, DC, by měl být o 20-50% větší než šířka záběru, ae.
Rovněž je nutné zkontrolovat užitečný výkon na vřetenu, jelikož také ovlivňuje volbu zubové rozteče.
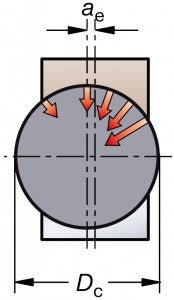
Průměr frézy by měl být o 20–50 % větší než
ae a fréza by měla být umístěna mimo osu obrobku.
Je-li fréza umístěna do osy
obrobku, mohou vznikat vibrace.
Nepřerušujte záběr frézy
V důsledku prudkých změn pohybu frézy vznikají na výstupu ze záběru tlusté třísky. Chcete-li zajistit bezpečnost a optimalizovat frézovací proces, dodržujte tato doporučení:
- Fréza musí zůstat neustále v záběru
- Pro obrábění všech rohů využijte techniku rolování
- Aby bylo zajištěno maximální pokrytí v rozích, šířka záběru, ae, by měla činit 70 % z hodnoty DC
- Při frézování obvodem použijte kolem vnějších rohů techniku rolování
- Pokud je to možné, naprogramujte dráhu nástroje tak, aby vedla mimo místa s přerušovaným řezem a díry
Vibrace
Vibrace mohou při frézování vznikat v důsledku nedostatků obráběcího nástroje, upínače... keyboard_arrow_right
Ponorné frézování
Co vyžaduje úspěšné ponorné frézování? Při ponorném frézování probíhá řez na čele... keyboard_arrow_right
Frézování vnitřních rohů
Frézování vnitřních rohů vyžaduje pečlivé posouzení přípustné velikosti oblouku záběru... keyboard_arrow_right
Bezpečnostní informace
Mechanická/fyzikální nebezpečí: Obráběcí nástroje či upínače se při použití mohou... keyboard_arrow_right
