
Rohové frézování
Rohové frézování zahrnuje následující operace:
- Rohové/čelní frézování
- Frézování vnějších hran a obrysů
- Rohové frézování podél tenkých a poddajných stěn
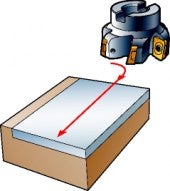
Rohové/čelní frézování

Co vyžaduje úspěšné rohové/čelní frézování?
Při rohovém frézování vznikají současně dvě plochy, tudíž je zapotřebí frézování obvodem v kombinaci s čelním frézováním. Jedním z nejdůležitějších požadavků je dosažení přesného devadesátistupňového úhlu rohu. K rohovému frézování lze využívat klasické přesné rohové frézy, ale také stopkové frézy, frézy s dlouhými břity nebo kotoučové frézy. Aby bylo možné provést optimální volbu, je vzhledem k velkému množství volitelných alternativ velice důležité pečlivě zhodnotit všechny požadavky na danou operaci.
Volba nástrojů
Frézy pro frézování do rohu
Čelní frézy pro frézování do rohu s konvenční konstrukcí mají velice často dobré předpoklady pro frézování „přesných“ mělkých pravoúhlých osazení. Celá řada fréz pro frézování do rohu jsou univerzální frézy, které lze s výhodou použít pro výrobu děr. V případě frézování axiálně zakřivených ploch nebo frézování v blízkosti vertikálních stěn se jedná o dobrou alternativu k čelním frézám.
Stopkové frézy
Stopkové frézy s vyměnitelnými břitovými destičkami a monolitní karbidové stopkové frézy představují dobré řešení pro frézování osazení vyžadujících zajištění přístupu do místa řezu.
Frézy s dlouhými břity
Frézy s dlouhými břity se obvykle používají pro frézování hlubších osazení.
Jak postupovat
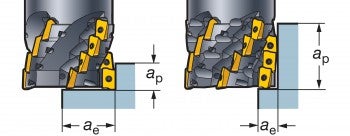
Frézování mělkých osazení
Tato často používaná operace se obvykle provádí pomocí čelních rohových fréz nebo stopkových fréz. Malé hloubky řezu umožňují použití větší radiální šířky záběru. Těmito typy fréz lze často nahradit čelní frézy, zejména v případech, kdy omezení představuje axiální tlak na součást nebo v případě požadavků na přístup do blízkosti vertikálních ploch nebo prvků upínacího přípravku. Rohové frézy s přesazeným průměrem umožňují optimální přístup do místa řezu při frézování hluboko umístěných mělkých osazení.

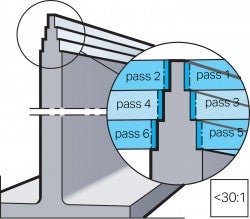
Frézování hlubokých osazení
Provádí se s pomocí čelních rohových fréz nebo stopkových fréz s využitím opakovaných průchodů nástroje. Pro minimalizaci povrchových vad, jako jsou nerovnosti a stopy po nástroji nebo stupně a přechodové hrany mezi jednotlivými průchody, je naprosto nezbytné použití vysoce přesné frézy, která umožňuje výrobu osazených ploch s přesným úhlem 90º. Je-li hloubka osazení menší než 75 % délky řezné hrany, kvalita vertikálních ploch je obvykle dostatečná, bez nutnosti zvláštní dokončovací operace.
Využití jediného průchodu frézy s dlouhými břity
Frézy s dlouhými břity představují dobré řešení pro aplikace při frézování osazených ploch s větší hloubkou, větší velikostí a obvykle i vyšší obtížností. Mají schopnost dosahovat vysokých rychlostí úběru kovu a všeobecně se využívají pro hrubovací frézování, jelikož výsledná struktura povrchu má podobnou povahu jako při použití stranového frézování s vysokými rychlostmi posuvu.
Tyto frézy jsou náročné na:
- Stabilitu
- Stav vřetena
- Odvádění třísek
- Upnutí nástroje
- Výkon
Vzhledem ke značně vysokým radiálním silám se jedná o náročnou aplikaci stranového frézování.
Kratší frézy s dlouhými břity jsou vhodné pro:
- Radiálně velká ale mělká osazení.
- Frézování drážek do plného materiálu s hloubkou rovnající se průměru frézy, což může pomoci překonat různá omezení ze strany stroje.
Delší provedení je určeno pro:
- Frézování osazení se střední až nižší radiální hloubkou záběru.
- Frézování obrysů na výkonných, stabilních strojích
Frézování hluboko umístěných osazení

Optimální přístup do místa řezu při frézování hluboko umístěných mělkých osazení umožňují rohové frézy ve volitelném provedení s přesazeným průměrem. Pro osazení umístěná v ještě větších hloubkách je možné použít nástavce se spojkou Coromant Capto. V provedení s přesazeným průměrem jsou k dispozici také frézy s dlouhými břity, které lze použít pro obrábění hlubších osazení umístěných ve velkých hloubkách. Na druhou stranu je tím více omezena radiální hloubka řezu.
Posouzení aplikace a užitečné rady
- První volbu vždy představuje sousledné frézování a vzhledem k úhlu nastavení 90° je jeho použití zvlášť důležité při frézování do rohu.
- Obrábění je třeba provádět takovým způsobem, aby účinek řezných sil směřoval proti opěrným plochám přípravku v takové míře, nakolik je to jen možné. V některých případech proto může představovat příznivou alternativu nesousledné frézování
- Výběr zubové rozteče frézy závisí na stabilitě celého systému, tedy: obráběcího stroje, obrobku a jeho upnutí, jakož i na materiálu obrobku
- Pro stroje s rozhraním ISO 40 a menším je vzhledem k jejich omezené stabilitě doporučeno použití fréz s hrubou zubovou roztečí
- Použití fréz s hrubou roztečí je rovněž doporučeno pro obrábění součástí upnutých vysoko nad plochou upínacího stolu
- Poloha frézy vůči obrobku je velice důležitá a je jí třeba věnovat mimořádnou pozornost
- Pokud Dc/ae > 10, je třeba stanovit hodnotu posuvu, fz, v souladu s hodnotou hex tak, aby bylo možné dosáhnout dobrých výsledků a současně omezit riziko lomu břitu
- Je-li hloubka osazení menší než 75 % délky řezné hrany, kvalita vertikálních ploch je obvykle dostatečná bez nutnosti zvláštní dokončovací operace
- Je třeba zvolit houževnatější třídu karbidových břitových destiček než pro čelní frézování
- Při použití fréz s dlouhými břity jsou podmínky obrábění skutečně náročné, proto může být nutné použití ještě houževnatější třídy
- Čím větší je hloubka řezu, tím důležitější je snížení řezné rychlosti s ohledem na omezení sklonů k vibracím.
- Pokud dochází ke vzniku vibrací, snižte vc a zvyšte fz a proveďte porovnání s doporučenou hodnotou hex!
- Ujistěte se, že pro zvolené řezné podmínky je k dispozici dostatečný výkon stroje
Upínání nástrojů
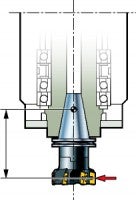
- U velkých hloubek řezu, zejména pak u fréz s dlouhými břity, je třeba věnovat zvláštní pozornost požadovanému výkonu stroje
- Největší vliv na výsledek frézování má u fréz o průměru menším než 50 mm upnutí nástroje
- Čím větší je hloubka řezu, tím důležitější je velikost a stabilita spojky – radiální řezné síly jsou totiž při použití čelních fréz do rohu značně velké, zejména pak u fréz s dlouhými břity
- Optimální stabilitu s nejmenším možným průhybem nástroje poskytuje všem typům fréz spojka Coromant Capto – to je důležité zejména u dlouhých nástrojů nebo nástrojových sestav s prodlužovacími nástavci
Odvalovací nájezd do záběru – narolování do řezu
- Zásadní význam pro potlačení vibrací a prodloužení životnosti nástroje, zejména pak při frézování do rohu, má plynulý vstup do záběru
- Naprogramujte dráhu frézy s využitím techniky narolování do záběru – tloušťka vznikající třísky tak bude na výstupu z řezu vždy nulová – kromě toho bude zajištěna jak vyšší rychlost posuvu, tak i delší životnost nástroje.
- Jelikož brání prudkým změnám směru obrábění je tato metoda je nejvhodnější pro aplikace, při kterých frézování probíhá kolem vnějších rohů
- Frézu udržujte v nepřetržitém záběru
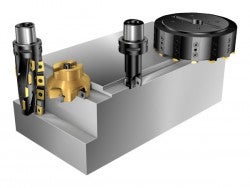
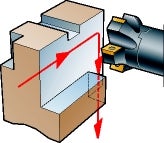
Frézování osazení s využitím kotoučových fréz
Pro frézování osazení lze také využít kotoučové frézy, zejména pokud je tvar osazení úzký s velkou radiální šířkou. Tyto frézy jsou často jediným možným řešením pro zpětné čelní frézování skrytých osazení a ploch.
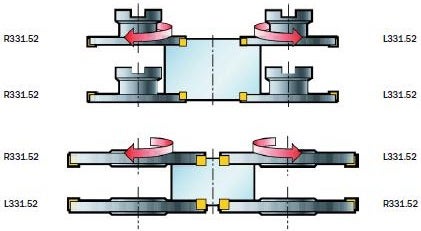
| Pravořezná | Levořezná |
 |
Frézování vnějších hran a obrysů

Co vyžaduje úspěšné frézování hran a obrysů?
Obrábění hran a obrysů je ve skutečnosti stranové frézování použité pro tvarové obrábění s dráhou nástroje jdoucí po vrstevnici. Stranové frézování a frézování hran a obrysů jsou alternativy frézování obvodem nástroje.
Volba nástrojů

- Pro obrábění tenkých hran se běžně používají stopkové frézy. Rozměrnější nebo tlustší hrany je možné obrábět buď pomocí stopkových fréz s využitím „frézování do rohu“ a opakovaných průchodů nástroje, nebo pomocí fréz s dlouhými břity na jeden průchod
- Osazení s hloubkou rovnou dvojnásobku průměru je možné efektivně obrábět pomocí fréz s dlouhými břity nebo monolitních karbidových fréz. Pro takto hluboká osazení nebo pro součásti s velkou tloušťkou hrany je doporučena radiální hloubka záběru o velikosti 0,5krát průměr frézy
- Pro frézování obrysů a frézování obvodem je možné použít také kotoučové frézy
- Dostatečně velký počet zubů v záběru a plynulý průběh řezu při frézování hran a obrysů s malou radiální hloubkou řezu zaručuje velký úhel stoupání šroubovité drážky
- Obzvlášť vhodné pro frézování obrysů jsou frézy s malou nebo velmi malou zubovou roztečí. To platí také v případě frézování hran menších tlouštěk nebo hran s mělkým osazením pomocí fréz s úhlem nastavení 90º
Jak postupovat
Struktura povrchu – vytvořená radiálním záběrem
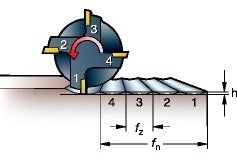
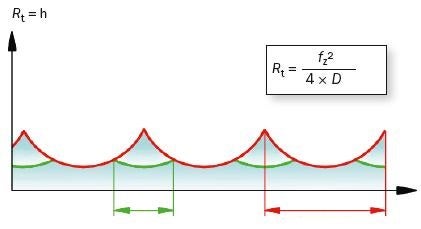
Za předpokladu, že fréza nevykazuje žádné házení, výška nerovností,
h, bude stejně velká a lze ji vypočítat ze vztahu:
Hloubka profilu / výška nerovností
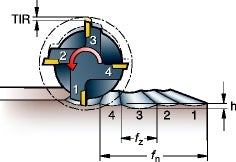
Pokud fréza vykazuje házení určité velikosti, posuv na zub, fz,
a tedy i výška nerovností, h, se bude lišit v závislosti na TIR (obvodovém házení).
 | |
| fz | fz s házením |
Jak již bylo uvedeno, omezení pro rychlost posuvu, zejména je-li radiální hloubka řezu malá, mohou představovat struktura povrchu a tendence ke vtahování nástroje do obrobku.
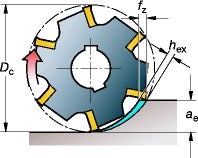
Při použití obvodu stopkové frézy pro frézování tvarových ploch vzniká na obráběném povrchu sled „hrbolků“. Výška hrbolku, - h, je určena:
- Průměrem frézy, Dc
- Posuvem na zub, fz
- Výslednou celkovou hodnotou radiálního házení, TIR
Frézy s vyměnitelnými břitovými destičkami mají vždy hodnotu TIR větší než monolitní karbidové frézy. Rovněž platí, že čím větší je průměr frézy a čím větší je počet zubů, tím roste vzdálenost mezi nejnižším a nejvyšším bodem profilu nerovností.
Abyste dosáhli co nejlepší kvality povrchu:
- Použijte monolitní karbidové frézy
- Použijte vysoce přesná výkonná sklíčidla se spojkou Coromant Capto
- Použijte nejkratší možné vyložení
Doporučené posuvy (bez přihlédnutí k hodnotě hex):
- Frézy s břitovými destičkami – počáteční hodnota fz = 0,15 mm/zub
- Monolitní karbidové frézy – počáteční hodnota fz = 0,10 mm/zub
Poznámka: Nejhorší kvality povrchu je dosaženo v případě, že v důsledku velkého házení frézy vytváří povrch pouze jeden břit.
Posouzení aplikace a užitečné rady
- Rozhodujícím faktorem při frézování obvodem je dosažení přiměřeného posuvu na zub, fz
- Hodnotu posuvu, fz, je třeba korigovat vzhledem k velikosti šířky záběru frézy, což má vliv na tloušťku třísky
- Posuv na zub, fz, je třeba vynásobit korekčním součinitelem. Tak lze dospět k vyšším hodnotám posuvu při menším oblouku záběru a zároveň zajistit přiměřenou velikost tloušťky třísky. Přesto nemusí být použití korekčního součinitele vždy zcela možné – omezení pro rychlost posuvu mohou představovat struktura povrchu a tendence ke vtahování nástroje do záběru
Rohové frézování podél tenkých a poddajných stěn

Rohové frézování s:
- Malým poměrem výšky k tloušťce < 15 : 1:
- Středním poměrem výšky k tloušťce < 30 : 1
- Velmi vysokým poměrem výšky k tloušťce > 30 : 1
- Frézování do rohu s malou tloušťkou dna

Posuzovaná hlediska:
- Strategie obrábění tenkostěnných partií se liší v závislosti na výšce a tloušťce stěny
- Počet průchodů určují ve všech případech rozměry stěny a axiální hloubka řezu
- Zhodnoťte stabilitu jak frézy, tak i stěny
- Pro usnadnění frézování tenkých stěn lze využít metod vysokorychlostního obrábění, tj. s malými hodnotami ap/ae a vysokými hodnotami vc, jelikož se tím zkracuje doba záběru nástroje a v důsledku toho se snižuje také velikost rázů a průhyb.
- Je třeba použít sousledné frézování.
- Stejné metody se používají jak pro frézování hliníku, tak i titanu
Malý poměr výšky k tloušťce < 15 : 1:
Průchody je třeba provádět s „cik-cak“ dráhou nástroje.
Frézování „tenkých stěn“:
- Obrobte jednu stranu stěny na několik vzájemně se nepřekrývajících průchodů
- Opakujte na protější straně
- Na obou stranách ponechte přídavek pro následné dokončování
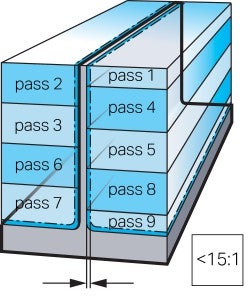
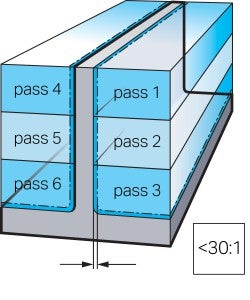
Střední poměr výšky k tloušťce < 30 : 1
Nepřekrývané konturovací frézování „po vrstevnici“:
- Střídání stran, obrábění do určité hloubky, průchody se nepřekrývají
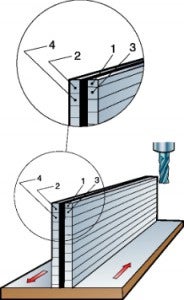
Překrývané frézování s opěrnými stupni:
- Podobné pojetí, ale se vzájemným přesahem mezi jednotlivými průchody na protějších stranách stěny – dosáhne se tak větší opory v místě řezu. První průchod je třeba provést se sníženou hloubkou řezu, ap/2
- Na obou stranách vždy ponechte přídavek 0,2–1,0 mm pro následné dokončování
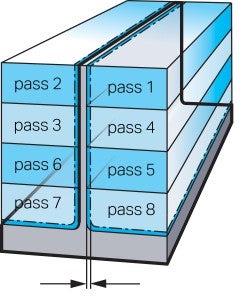
Velmi vysoký poměr výšky k tloušťce > 30 : 1
Během obrábění stěny se vedle střídání stran využívá k postupnému přiblížení na požadovanou tloušťku stěny také stupňů, tzv. princip „vánočního stromku“.
- Tak, jak jsou postupně obráběny, jsou vždy tenčí partie podpírány tlustšími partiemi pod nimi
- Postupujte stěnou uvedeným krokovým způsobem
Tenké stěny
Přídavek na dokončení
Po vrstevnici
Přídavek na dokončení
Tenké stěny
Přídavek na dokončení
Frézování do rohu s malou tloušťkou dna
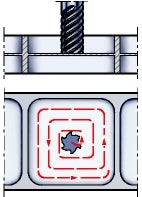
Obrábění tenkostěnného dna:
- Pro dosažení požadované hloubky uprostřed plochy obráběného dna použijte postupné zahlubování s kruhovou interpolací
- Z tohoto místa frézujte směrem ven s využitím postupného zahlubování po okružní dráze
V případě frézování povrchu, jehož protilehlá strana již byla obrobena:
- Použijte nástroj s minimálním počtem zubů
- Snažte se docílit, aby tlak na tuto stěnu byl co nejmenší
Pokud má součást uprostřed dna díru:
- Při obrábění první strany ponechte vhodnou pomocnou příčku
- Pokračujte obráběním z druhé strany
- Po dokončení obrábění z obou stran odstraňte pomocnou příčku
Frézování
Vyhodnocování úspěšných výsledků v rámci frézovacích aplikací do značné míry závisí... keyboard_arrow_right
Břitové destičky pro frézování titanu a žárovzdorných slitin.
Karbidová nástrojová třída s PVD povlakem optimalizovaná pro frézování titanu - vynikající... keyboard_arrow_right
Břitové destičky a třídy pro frézování litiny
Tvrdá nástrojová třída s velice tlustým CVD povlakem, určená pro aplikace s dobrou... keyboard_arrow_right
Frézování
Přehled produktů Skladem je dostupná široká nabídka frézovacích adaptérů Silent... keyboard_arrow_right
