
Úhel nastavení a tloušťka třísky při frézování
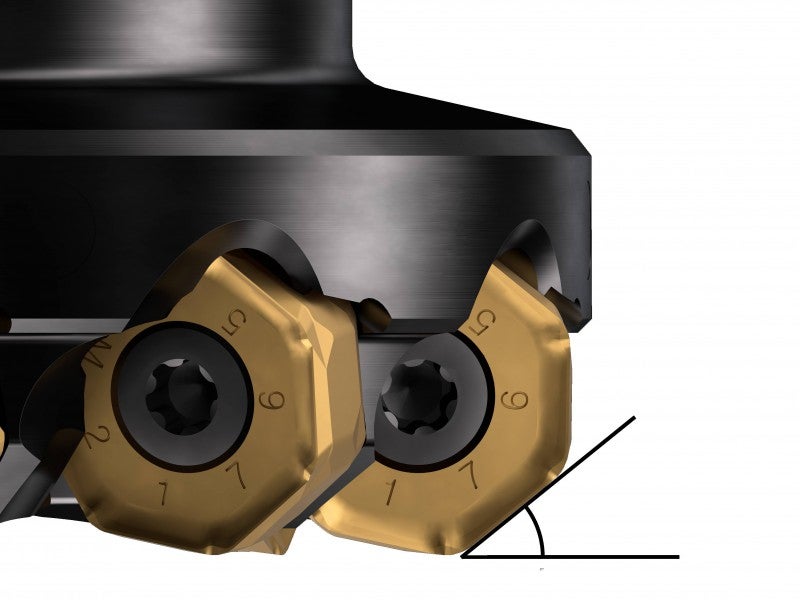
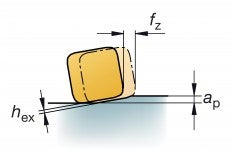
Úhel nastavení (KAPR) je úhel mezi hlavním/primárním ostřím břitové destičky a povrchem obrobku. Na úhlu nastavení závisí tloušťka třísky, velikost řezných sil a životnost nástroje.
Nejčastěji používanými úhly nastavení jsou 90°, 45°, 10° a takové, které vyplývají z použití kruhových břitových destiček.
V případě přímého břitu vede zmenšení úhlu nastavení ke snížení tloušťky třísky, hex, při dané rychlosti posuvu, fz. Vliv takového snížení tloušťky třísky se projevuje tak, že se celkové účinky odřezávaného materiálu rozloží na větší délku břitu.
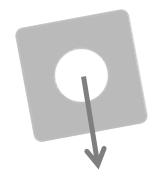
Menší úhel nastavení rovněž zajišťuje plynulejší zahájení řezu, snižuje radiální tlak a chrání ostří. V důsledku růstu axiální řezné síly se však zvyšuje tlak na obrobek.
Frézování s úhlem nastavení 90 stupňů

Hlavní aplikační oblast fréz s úhlem nastavení 90 stupňů představuje rohové frézování.
Při použití fréz s úhlem nastavení 90 stupňů vznikají převážně radiální řezné síly působící ve směru posuvu. To znamená, že obráběný povrch není vystaven vysokému axiálnímu tlaku, což je výhodné při obrábění tenkostěnných nebo nedostatečně tuhých součástí nebo v případě nestabilního upnutí.
Frézování s úhlem nastavení 45 stupňů

Frézy s úhlem nastavení 45 stupňů představují hlavní volbu pro čelní frézování. Při jejich použití jsou vznikající radiální a axiální řezné síly ve velmi dobré rovnováze, což klade menší nároky na výkon stroje.
Tento typ fréz je mimořádně vhodný pro frézování materiálů tvořících krátké třísky, u kterých na konci záběru snadno dochází k vydrolování povrchu obrobku v důsledku působení nadměrných radiálních řezných sil na postupně se snižující objem zbývajícího materiálu.
Klidný a plynulý vstup do záběru snižuje tendence ke vzniku vibrací při frézování s velkým vyložením nástroje nebo při použití menších/méně tuhých nástrojových držáků nebo spojek.
Tvorba tenčích třísek umožňuje v řadě aplikací zvýšení produktivity, protože dovoluje zvýšení rychlosti posuvu stolu a udržení zatížení břitu na rozumné hodnotě.
Frézování s úhlem nastavení 60–75 stupňů

Tento typ fréz jsou čelní frézy pro zvláštní účely, které ve srovnání s běžnými čelními frézami umožňují použití větších hloubek řezu. Axiální řezné síly jsou u nich ve srovnání s čelními frézami s úhlem nastavení 45 stupňů nižší a pevnost břitu je ve srovnání s frézami s úhlem nastavení 90 stupňů vyšší.
Frézování s úhlem nastavení 10 stupňů

Úhel nastavení 10 stupňů se využívá u fréz pro vysoké rychlosti posuvu a u ponorných fréz. Při malých hloubkách řezu umožňuje malá tloušťka vznikající třísky použití velmi vysokých hodnot posuvu na zub, fz, a v důsledku toho i extrémních hodnot posuvu stolu, vf.
Převážně axiální řezná síla směřuje proti vřetenu a stabilizuje ho. To je příznivé v případě dlouhých a málo tuhých nástrojových sestav, protože dochází k potlačení sklonů k vibracím.
Tento typ fréz je velmi efektivní při výrobě děr s využitím tří os a při ponorném frézování dutin, nebo v situacích, kdy je zapotřebí delší vyložení frézy.
Frézování frézami s kruhovými břitovými destičkami nebo s velkým poloměrem rohů

Frézy s kruhovým břitovými destičkami jsou vhodné pro všeobecné frézovací operace a jejich použití je velmi efektivní při hrubování.
Zaoblení rohu dodává břitu vysokou odolnost a takový břit je vhodný pro vysoké rychlosti posuvu stolu, protože tenčí tříska je oddělována dlouhou částí břitu. Efekt ztenčení třísky umožňuje použití těchto fréz pro obrábění titanu a žárovzdorných slitin.
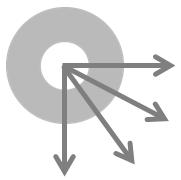
V závislosti na tom, jak se mění hloubka řezu, ap, mění se také od nuly až do 90° úhel nastavení, podél poloměru břitu se mění směr výslednice řezné síly a v souvislosti s tím se mění i výsledný tlak během frézovací operace.
Maximální tloušťka třísky při frézování
Při frézování představuje maximální tloušťka třísky nejdůležitější parametr pro dosažení produktivního a spolehlivého obráběcího procesu. Efektivního průběhu obrábění je možné dosáhnout pouze tehdy, když hodnota hex přesně odpovídá použitému typu frézy.
- Tenká tříska s hodnotou hex která je příliš nízká, představuje nejčastější příčinu nízké výkonnosti, která má za následek malou produktivitu. To může negativním způsobem ovlivňovat životnost nástroje a utváření třísek
- Příliš vysoká hodnota hex vede k přetížení břitu, což může způsobit jeho lom
Zmenšení tloušťky třísky umožňuje zvýšení posuvu
Vzhledem k efektu ztenčení třísky je možné zvýšení posuvu na zub ve třech následujících případech:
- Při použití fréz s přímými břity s úhlem nastavení menším než 90°.
- Při použití kruhových břitových destiček nebo destiček s velkým poloměrem rohu při malých hloubkách řezu, ap.
- Při frézování obvodem s malou velikostí radiálního záběru, ae/De.
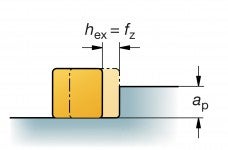
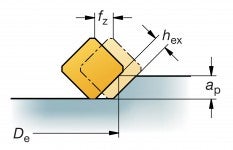
Výpočet tloušťky třísky v případě břitových destiček s přímými zuby
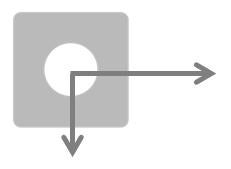
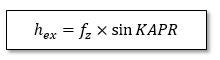
U fréz s úhlem nastavení 90 stupňů je maximální tloušťka třísky rovna posuvu na zub (fz=hex). Je-li úhel nastavení nižší, potom aby tloušťka třísky zůstala stejná, je třeba zvýšit posuv na zub.
KAPR=90°
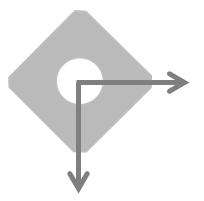
KAPR=45°
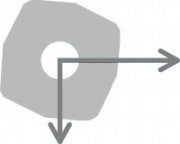
KAPR=10°
Příklad:
Jestliže minimální tloušťka třísky hex = 0.1 mm a KAPR = 45°
Doporučená hodnota posuvu fz = 1.4 x 0.1 = 0.14 mm/zub
| Úhel nastavení, KAPR | Korekční součinitel | fz (mm/zub) | ||
| hex (mm) | ||||
| min. 0.1 | poč. 0.15 | max. 0.2 | ||
| 90° | 1.0 | 0.10 | 0.15 | 0.20 |
| 75° | 1.0 | 0.10 | 0.16 | 0.21 |
| 65° | 1.1 | 0.11 | 0.17 | 0.22 |
| 45° | 1.4 | 0.14 | 0.21 | 0.28 |
| 10° | 5.8 | 0.58 | 0.86 | 1.15 |
Podívejte se, o kolik lze zvýšit posuv na zub u frézy s úhlem nastavení 10 stupňů určené pro vysoké rychlosti posuvu. Je to proto, že došlo ke ztenčení třísky téměř na jednu šestinu.
Výpočet tloušťky třísky v případě kruhových a zaoblených břitových destiček
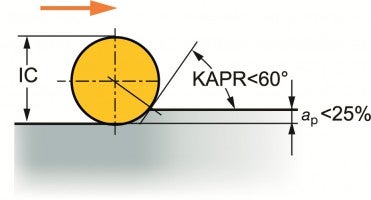
U kruhových břitových destiček se tloušťka třísky, hex, mění ve vztahu k úhlu nastavení pro daný bod ostří. Při nízkém poměru ap/i C je možné značné zvýšení posuvu za účelem zvýšení tloušťky třísky na požadovanou úroveň.
Nejvyšší výkonnosti se dosáhne, pokud úhel nastavení nepřekročí 60 stupňů a hloubka řezu nepřesáhne 25 % průměru břitové destičky. Pro větší hloubky řezu je výhodnější použít čtvercové břitové destičky a úhel nastavení 45 stupňů.
Kruhové břitové destičky mají lepší předpoklady pro použití větší maximální tloušťky třísky, než je tomu v případě přímých břitů, jelikož díky svému tvaru mají větší odolnost a v záběru je delší část břitu..
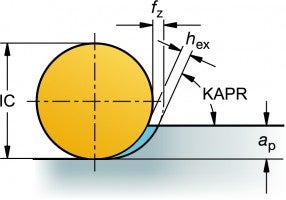
Kruhové břitové destičky jsou jedinečné v tom, že tloušťka třísky se mění v závislosti na hloubce řezu. Proto je při nižších hloubkách řezu nutné zvýšit posuv, aby bylo jisté, že bude dosaženo správné tloušťky třísky.
Výpočet tloušťky třísky v případě frézování obvodem
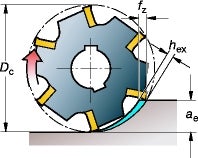
Hodnota hex se mění v závislosti na průměru frézy a šířce pracovního záběru, tedy velikosti radiální šířky řezu, ae/DC. Pokud je jeho hodnota menší než 50 %, maximální tloušťka třísky se snižuje úměrně k fz.
Posuv je možné v závislosti na poměru ae/DC zvýšit až o velikost danou korekčním součinitelem v níže uvedené tabulce.Příklad:
DC 20 mm – ae = 2 mm, ae/DC = 10%
hex = 0.1 mm, fz = 0.17 mm/zub
| Poměr šířky řezu vůči průměru, ae/DC | Korekční součinitel | fz (mm/zub): | ||
| hex (mm) | ||||
| min. 0.1 | poč. 0.15 | max. 0.2 | ||
| 50-100% | 1.0 | 0.10 | 0.15 | 0.20 |
| 25% | 1.16 | 0.12 | 0.17 | 0.23 |
| 20% | 1.25 | 0.13 | 0.19 | 0.25 |
| 15% | 1.4 | 0.14 | 0.21 | 0.28 |
| 10% | 1.66 | 0.17 | 0.25 | 0.33 |
| 5% | 2.3 | 0.23 | 0.34 | 0.46 |
Použití
Doporučení Úhel nastavení Úhel nastavení má velký vliv na kontrolu utváření třísek... keyboard_arrow_right
Řešení problémů
Příčina Řešení Kontrola utváření třísek Dlouhá, kontinuální vlákna tvořící smyčky,... keyboard_arrow_right
Jak zvýšit životnost nástroje při soustružení
Třemi hlavními parametry obrábění jsou při soustružení řezná rychlost, posuv a hloubka... keyboard_arrow_right
Frézování vnitřních rohů
Frézování vnitřních rohů vyžaduje pečlivé posouzení přípustné velikosti oblouku záběru... keyboard_arrow_right
