
Rotační frézování
Co je to rotační frézování?
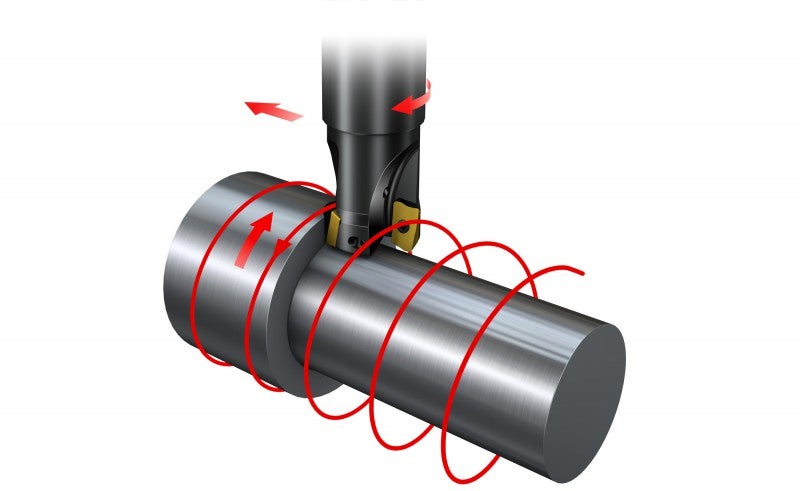
Rotační frézování je definováno jako frézování zakřivených povrchů, zatímco obrobek se otáčí kolem své osy.
Rotační frézování je možné použít také pro obrábění excentrických tvarů a profilů, které se značně liší od těch, které lze vytvářet pomocí konvenčních metod frézování a soustružení. Tato metoda umožňuje vysoké rychlosti úběru kovu při vynikající kontrole utváření třísek.
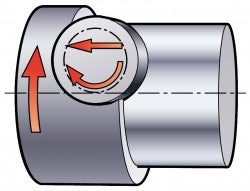
- Válcovou plochu je možné vytvořit pouze tak, že fréza se během rotace obrobku posouvá v radiálním směru
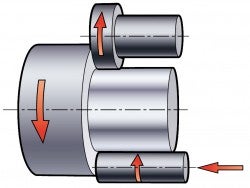
- Současným pohybem frézy ve dvou směrech je možné vytvořit excentrické povrchy, například vačky na hřídeli
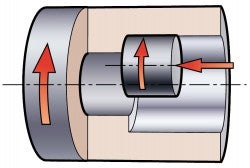
- Pohyb ve více než 2 osách vyžaduje nástroj s předpoklady pro postupné zahlubování
- Pro obrobení kuželového tvaru je zapotřebí 5osý stroj
- Rotační frézování složitých tvarů, např. lopatek turbín, vyžaduje současný pohyb v 5 (nebo 4) osách, 2 nebo 3 u obrobku a 1 nebo 2 u nástroje
- Součásti, např. lopatky turbín, lze vyrábět posouváním frézy ve více než 2 osách při současném otáčení obrobku
Volba postupu rotačního frézování
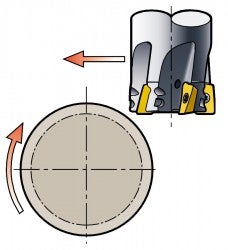
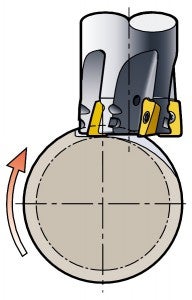
Čelní rotační frézování – 4/5osé
Hlavní metoda pro obrábění vnějších ploch.
+ Malé vyložení nástroje
+ Menší průměry nástrojů/nízký kroutící moment
+ Vnější plochy/štíhlé součásti
+ Tvarové obrábění
− Obrobená plocha není přirozeně válcová
− Obrábění vnitřních ploch
Rotační frézování obvodem frézy – 3/4osé
Stejný princip jako při frézování s pomocí kruhové interpolace (vnitřní /vnější), ale při rotačním frézování současně rotuje fréza i obrobek.
Používá se především pro obrábění vnitřních ploch.
+ Obrábění vnitřních ploch
+ Válcové plochy
+ Úzké drážky
+ Frézování závitů
+ Kruhovitost
− Tvarové obrábění
− Větší průměry nástrojů/větší kroutící moment
− Dlouhá vyložení nástrojů
Postup při rotačním frézování
Poloha frézy - čtyřhranné/hladicí břitové destičky
Poloha frézy
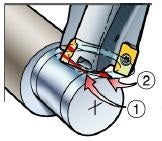
Šířka záběru
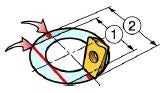
1 = První řez
2 = Druhý řez
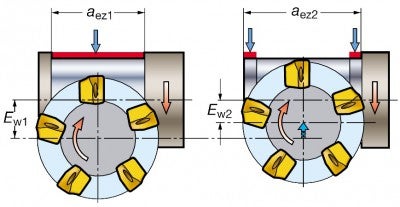
Při čelním rotačním frézování se pro vytvoření přímočarého styku mezi frézou a obráběným povrchem, který umožňuje vytvoření válcové části obráběné součásti, využívá jedné hladící břitové destičky.
Protože frézovaný povrch je konvexní, hladící ploška musí být rovná namísto vystouplá. Aby bylo možné využít celou šířku frézy, nástroj musí být ustaven do pracovní pozice pomocí minimálně dvou kompenzačních přesunů, prvního Ew1 během první otáčky obrobku a následně musí být posunut do vzdálenosti Ew2 pro další řez.
Poloha frézy - kruhové břitové destičky/bez hladícího břitu
Pro dosažení co možná nejmenších nerovností povrchu je optimální použít rotační frézování frézu o malém průměru a hloubku řezu, ae, menší než 40 % efektivního průměru frézy, DC.
Naproti tomu, hodnotu ae je třeba s ohledem na dosažení maximální možné produktivity zvýšit. Toho lze dosáhnout zvýšením:
- Průměru frézy
- Poměrné radiální šířky záběru – ae/DC
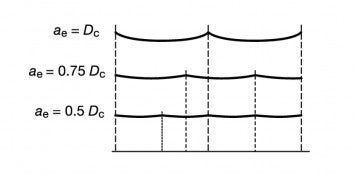
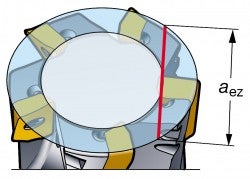
Pro dosažení přijatelné výšky nerovností je třeba přesadit frézu o určitou vzdálenost mimo osu obrobku.. Velikost tohoto vyosení závisí na ae, přičemž je možné ji určit z diagramu pro příslušný poměr ae/DC.
Vyosení a šířka záběru
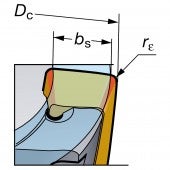
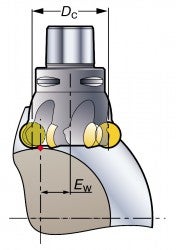
Šířka hladící VBD
Šířka záběru
Při frézování povrchu, který je širší, než je průměr frézy, je nezbytné setrvat ve výchozí pozici a potom posouvat frézu v axiálním směru až do požadované vzdálenosti, přičemž ale tento posuv nesmí být větší než 80 % vzdálenosti aez1 za otáčku. Pokud je požadováno osazení s rohovým úhlem 90° je třeba posunout frézu do další pozice, Ew2.
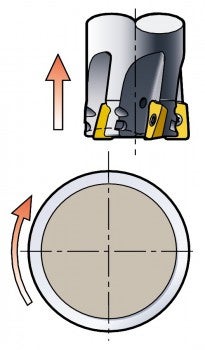
Pravidla pro přísuv do řezu
V průběhu procesu rotačního frézování by frézovací nástroj měl být přisouván do řezu v radiálním směru. Rychlost otáčení obrobku musí odpovídat doporučené hodnotě posuvu na zub pro danou břitovou destičku. Z řezu by fréza měla vystupovat v axiálním směru.
Frézování děr a dutin/vybrání
Dvouosé postupné zahlubování po lineární dráze Postupné zahlubování po kruhové dráze Zvětšování... keyboard_arrow_right
Metody odřezávání tenkých vrstev
Metody frézování s odebíráním tenkých vrstev a trochoidální frézování byly původně... keyboard_arrow_right
Frézování vnitřních rohů
Frézování vnitřních rohů vyžaduje pečlivé posouzení přípustné velikosti oblouku záběru... keyboard_arrow_right
Ponorné frézování
Co vyžaduje úspěšné ponorné frézování? Při ponorném frézování probíhá řez na čele... keyboard_arrow_right
